
Page 52 - Welder - TP - Marathi
P. 52
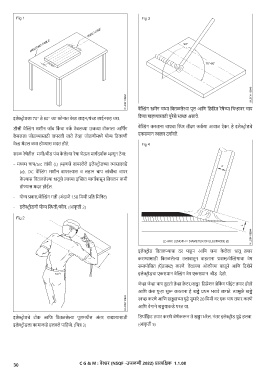
वेक््डिंग स्कीन चष्ा क्वतळलेल्ा पूल आक्ि क्िक्द्त रेषेच्ा क्चन्ावर चाप
इलेक्टट्ोडला 70° ते 80° च्ा कोनात वे्डि लाइन/पंच्ड लाईनसह िरा. क्क्या पाहण्ासाठी पुरेसे स्वच्छ असावे.
डीसी वेक््डिंग मशीन जॉब क्कं वा वक्ट टेबलच्ा उजव्ा टोकाला आक्र्िंग वेक््डिंग करताना चापचा क्स्र तीक्षि कक्ट श आवाज ऐका. हे इलेक्टट्ोडचे
के बलला जोडण्ासाठी वापरली जाते तेव्ा जोडिीमध्े योग्य क्ठकािी एकसमान ज्वलन दश्टवते.
वे्डि मेटल जमा होण्ास मदत होते.
सरळ रेषेतील मिी/बीड पंच के लेल्ा रेषा घेऊन माग्टदश्टक म्िून ठे वा:
– मध्म चाप/arc लांबी (L) (म्िजे वापरलेले इलेक्टट्ोडच्ा व्ासाएवढे
(d). DC वेक््डिंग मशीन वापरल्ास व लहान चाप लांबीचा वापर
के ल्ास क्वतळलेल्ा िातूचे त्याच्ा इक्च्छत मागा्टपासून क्वचलन कमी
होण्ास मदत होईल.
- योग्य प्वास/वेक््डिंग गती (अंदाजे 150 क्ममी प्क्त क्मक्नट)
- इलेक्टट्ोडची योग्य क्स्ती/कोन. (आकृ ती 2)
इलेक्टट्ोड क्वतळण्ाचा दर पाहून आक्ि जमा के लेला िातू तयार
करण्ासाठी क्वतळलेल्ा तलावातून वाहताना प्वास/वेक््डिंगाचा वेग
समायोक्जत (ऍडजस्) करिे. वे्डिच्ा ओळीच्ा बाजूने आक्ि क्दशेने
इलेक्टट्ोडचा एकसमान वेक््डिंग वेग एकसमान बीड देतो.
जेव्ा जेव्ा चाप तुटतो तेव्ा क्े टर/खड्ा क्डप्ेशन ब्रेक्कं ग पॉइंट तयार होतो
आक्ि कं स पुन्ा सुरू करताना हे खड्े प्र्म भरावे लागते. त्यामुळे खड्े
स्वच्छ करिे आक्ि खड्डाच्ा पुढे सुमारे 20 क्ममी वर एक चाप तयार करिे
आक्ि वेगाने खड्याकडे परत या.
इलेक्टट्ोडचे टोक आक्ि क्वतळलेल्ा पूलमिील अंतर राखण्ासाठी क्डपॉक्झट तयार करिे जेिेकरून ते खड्ा भरेल, नंतर इलेक्टट्ोड पुढे हलवा.
इलेक्टट्ोडला कामाकडे हलवले पाक्हजे. (क्चत्र 3) (आकृ ती 5)
30 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.08