
Page 55 - Welder - TP - Marathi
P. 55
• क्स्र गतीने क्फलर रॉड वर आक्ि खाली हलवा (क्पस्न सारखी गती) . • खड्ा योग्यररत्या भरून पंच के लेल्ा रेषेच्ा डाव्ा हाताच्ा टोकाला
र्ांबा.
• मिी/बीड उंची आक्ि रुं दीमध्े समान रीतीने तयार करण्ासाठी
क्वतळलेल्ा तलावामध्े पुरेसा रॉड घाला. • ज्ोत क्वझवा आक्ि नोजल र्ंड करिे.
• मिीचा आकार आक्ि फ्ूजनची आवश्यक आतप्वेश(पेनेटट्ेशन)/खोली • वे्डि पृष्ठभाग स्वच्छ करिे. वे्डि बीडची सम तरंग आक्ि एकसमान
क्नयंक्त्रत करण्ासाठी क्फलर रॉडसह ब्ोपाइपच्ा प्वास/वेक््डिंगाचा रुं दी/उंचीची तपासिी करिे.
दर समायोक्जत (ऍडजस्) करिे.
• ब्ो पाईप आक्ि क्फलर रॉडचे चांगले बदल/फे रफार करण्ासाठी
• ऑक्क्सडेशन टाळण्ासाठी क्फलर रॉडचा शेवट फ्ेमच्ा बाहेरील उव्टररत 4 पंच के लेल्ा ओळींसाठी हे पुन्ा करिे.
ज्वालामध्े ठे वा.
कौशल् रिम (Skill Sequence)
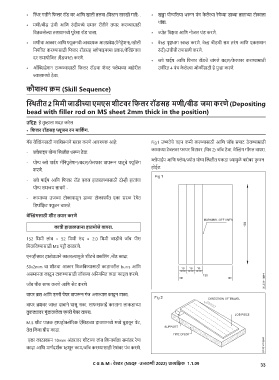
ल्थितरीत 2 पममरी जराडरीच्रा एमएस शरीटवि पफलि िॉडसह मिरी/बरीड जमरा कििे (Depositing
bead with filler rod on MS sheet 2mm thick in the position)
उपदिष्: हे तुम्ाला मदत करेल
• पफलि िॉडसह फ्ूजन िन मरापकिं ग.
गलॅस वेक््डिंगसाठी नवक्शक्याने सराव करिे आवश्यक आहे: Fig1 उष्णतेचे वहन कमी करण्ासाठी आक्ि जॉब सपाट ठे वण्ासाठी
कामाच्ा टेबलवर फायर क्वटावर (क्चत्र 2) जॉब ठे वा. वेक््डिंग गॉगल वापरा.
- ब्ोपाइप योग्य क्स्तीत िरून ठे वा.
- योग्य ब्ो पाईप मलॅक्नपुलेशन/बदल/फे रफार वापरून िातूचे फ्ूक्जंग ब्ोपाईप आक्ि फ्ेम/ज्ोत योग्य क्स्तीत पकडा ज्ामुळे बरोबर फु जन
करिे. होईल.
- ब्ो पाईप आक्ि क्फलर रॉड एकत्र हाताळण्ासाठी दोन्ी हातांचा
योग्य समन्वय साििे -
- कामाच्ा उजव्ा टोकापासून डाव्ा टोकापयिंत एका सरळ रेषेत
क्डपॉक्झट फ्ूजन चालते.
वेल्ल्डंगसराठरी शरीट तयराि कििे
करात्ररी हरातराळतरानरा हरातमोजे वराििरा.
152 क्ममी लांब × 52 क्ममी रुं द × 2.0 क्ममी जाडीचे जॉब पीस
क्मळक्वण्ासाठी MS पट्ी कातरिे.
एनव्ीलवर हातोड्ाने कातरल्ामुळे शीटचे बकक्लंग /बेंड काढा.
50x2mm चा शीटचा आकार क्मळक्वण्ासाठी काठावरील burrs आक्ि
असमानता काढू न टाकण्ासाठी जॉबच्ा अक्नयक्मत कडा फाइल करिे.
जॉब पीस साफ करिे आक्ि सेट करिे
वायर ब्रश आक्ि एमरी पेपर वापरून गंज असल्ास काढू न टाका.
वायर ब्रशवर जास्त दाबाने घासू नका. साफसफाई करताना लाकडाच्ा
तुकड्ावर गुंडाळलेला एमरी पेपर वापरा.
M.S शीट पातळ हायडट् ोक्ोररक ऍक्सडच्ा द्ाविामध्े मध्े बुडवून पेंट,
तेल क्कं वा ग्ीस काढा.
एका काठावरुन 10mm अंतरावर शीटच्ा लांब क्कनाया्टला समांतर रेषा
काढा आक्ि माग्टदश्टक म्िून काम/जॉब करण्ासाठी रेषांवर पंच करिे.
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.09 33