
Page 57 - Welder - TP - Marathi
P. 57
वे्डिची प्गती/सुरुवात करण्ासाठी ब्ोपाइप आक्ि क्फलर रॉड डाव्ा क्वतळलेला पूल तयार करण्ासाठी क्े टरवर वे्डि बीड पुन्ा क्वतळवा,
क्दशेने, पंच-क्चन्ांक्कत सरळ रेषेत हलवा. (क्चत्र 8) क्फलर रॉड घाला आक्ि क्डपॉक्झशनसह पुढे जा.
ब्ोपाइप आक्ि क्फलर रॉडचा कोन कमी करिे कारि वे्डिपूल डाव्ा
टोकापयिंत पोचते ज्ामुळे जळिे क्नयंक्त्रत होईल. खड्डावर क्वतळलेल्ा
िातूचे काही र्ेंब टाकू न पुरेशी क्फलर मेटल जोडू न खड्ा तयार करिे.
ज्ोत हळू हळू काढा परंतु वे्डि पूलला वातावरिापासून संरक्षित
करण्ासाठी ज्वालाच्ा बाहेरील क्लफाफ्ाच्ा शेवटी झाकू न टाका.
वे्डि पूल घट् होण्ापूववी क्फलर रॉड वे्डि झोनमिून काढू न टाका.
जमा के लेल्ा रनची तपासिी
शीटच्ा पृष्ठभागावर 0.5 ते 1 क्ममी वे्डि मजबुतीकरि क्मळक्वण्ासाठी जमा के लेल्ा क्बडवर खालील गोष्टी पहा.
वे्डि पूलमध्े क्फलर रॉड घाला. बीड वर क्वक्वि क्बंदूंवर खाच, खळगे. (हे ब्ोपाइपच्ा प्वास/वेक््डिंगाच्ा
ब्ोपाइप आक्ि क्फलर रॉडसाठी वेक््डिंग दरम्ान क्स्र गती, कोन आक्ि वेगातील फरक; क्फलर रॉडचे अयोग्य फीक्डंग; चुकीचे पुन्ा ररस्ाक्टिंग;
हालचाल राखा. क्वतळलेल्ा िातूला स्पश्ट करिार् या ज्वालाच्ा आतील गाभ्ामुळे
क्वतळलेल्ा पूलचे स्प्लॅक्शंग यामुळे होते.)
ऑक्क्सडेशन टाळण्ासाठी क्फलर रॉडचा शेवट ज्ोतच्ा बाहेरील
क्लफाफ्ात ठे वा. मिीच्ा/बीडच्ा खाली अंडर कट. (हे वायूंच्ा जास्त दाबामुळे आक्ि
तीक्षि ज्वाला लावल्ामुळे होते; ब्ोपाइपचे अयोग्य हाताळिी; क्फलर
वे्डि पुन्ा चालू करिे आक्ि र्ांबविे
रॉडचे अयोग्य फीक्डंग.)
पुन्ा चालू करत आहे
आतील बीड पृष्ठभाग. (हे जास्त कडक ज्वाला आक्ि वायूंच्ा अक्त
जमा झालेल्ा वे्डि बीडच्ा शेवटच्ा 3 क्ममीवर म्िजेच खड्डावर दाबामुळे होते; क्फलर रॉडचे अपुरे फीड. सक्च्छद्ता. (हे शीट्सच्ा अयोग्य
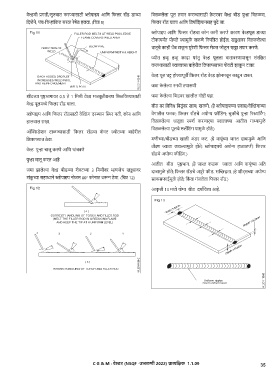
शंकू च्ा सहाय्ाने ब्ोपाइप नोजल 80° कोनात िरून ठे वा. (क्चत्र 12) साफसफाईमुळे होते; क्कं वा गंजलेला क्फलर रॉड.)
आकृ ती 13 मध्े योग्य बीड दश्टक्वला आहे.
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.09 35