
Page 54 - Welder - TP - Marathi
P. 54
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्रात्यपषिक 1.1.09
वेल्डि (Welder) - इंडक्शन ट्रेपनंग आपि वेल्ल्डंग प्परियरा
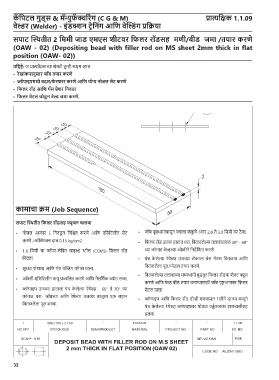
सिराट ल्थितरीत 2 पममरी जराड एमएस शरीटवि पफलि िॉडसह मिरी/बरीड जमरा /तयराि कििे
(OAW - 02) (Depositing bead with filler rod on MS sheet 2mm thick in flat
position (OAW- 02))
उपदिष्े: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• िेखरांकनरानुसराि जॉब तयराि कििे
• ब्ोिराइिमध्े बदल/फे िफराि कििे आपि योग्य नोजल सेट कििे
• पफलि िॉड आपि गॅस प्ेशि पनवडरा
• पफलि मेटल जोडू न वेल्ड जमरा कििे.
करामराचरा रिम (Job Sequence)
सिराट ल्थितरीत पफलि िॉडसह फ्ूजन चरालवरा
• नोजल आकार 5 क्नवडू न क्नक्चित करिे आक्ि एक्सक्टलीन सेट • जॉब पृष्ठभागापासून ज्वाला शंकू चे अंतर 2.0 ते 3.0 क्ममी वर ठे वा.
करिे /ऑक्क्सजन दाब 0.15 kg/cm2. • क्फलर रॉड डाव्ा हातात िरा, क्वतळलेल्ा तलावाजवळ 30° - 40°
• 1.6 क्ममी चा कॉपर-लेक्पत माइ्डि स्ील (CCMS) क्फलर रॉड च्ा कोनात वे्डिच्ा ओळीने क्नददेगक्शत करिे.
क्नवडा. • पंच के लेल्ा रेषेच्ा उजव्ा टोकाला बेस मेटल क्वतळवा आक्ि
• सुरषिा पोशाख आक्ि गलॅस वेक््डिंग गॉगल घाला. क्वतळलेला पूल/पोडल तयार करिे.
• क्वतळलेल्ा तलावाच्ा मध्भागी बुडवून क्फलर रॉडचा शेवट फ्ूज
• ऑक्सी-एक्सक्टलीन वायू प्ज्वक्लत करिे आक्ि नैसक्ग्टक ज्ोत लावा.
करिे आक्ि वे्डि बीड तयार करण्ासाठी जॉब पृष्ठभागावर क्फलर
• ब्ोपाइप उजव्ा हाताला पंच के लेल्ा रेषेसह 60° ते 70° च्ा मेटल घाला.
कोनात िरा- जॉबच्ा आक्ि रेषेच्ा उजव्ा बाजूला एक लहान • ब्ोपाइप आक्ि क्फलर रॉड दोन्ी एकसमान गतीने डाव्ा बाजूने
क्वतळलेला पूल बनवा. पंच के लेल्ा रेषेसह ब्ोपाइपवर र्ोड्ा वतु्टळाकार हालचालीसह
हलवा.
32