
Page 49 - Welder - TP - Marathi
P. 49
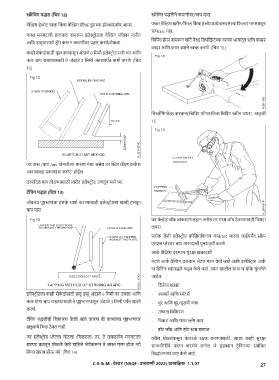
स्कॅ पचंग िद्धत (पचत्र 12) स्कलॅ क्चंग पद्धतीने कमानीवर/चाप मारा.
वेक््डिंग हेल्ेट घाला क्कं वा वेक््डिंग शी्डि तुमच्ा डोळ्ांसमोर आिा. फति वेक््डिंग स्कीन/क्श्डि क्कं वा हेल्ेटमध्े बसवलेल्ा क्फल्टर ग्ासमिून
चाप/arc पहा.
फति मनगटाची हालचाल वापरून इलेक्टट्ोडला वेक््डिंग जॉबवर त्वरीत
आक्ि हळू वारपिे डट्लॅग करून कमानीवर प्हार करिे/टेकवा. क्चक्पंग हलॅमर वापरून शॉट्ट वे्डि क्डपॉक्झटच्ा वरच्ा भागातून स्लॅग कव्र
काढा आक्ि वायर ब्रशने स्वच्छ करिे. (क्चत्र 15.)
काही सेकं दांसाठी पृष्ठभागापासून अंदाजे 6 क्ममी इलेक्टट्ोड मागे घ्ा आक्ि
नंतर चाप राखण्ासाठी ते अंदाजे 3 क्ममी अंतरापयिंत कमी करिे. (क्चत्र
12)
क्डस्लॅक्गंगवे्डि करताना क्चक्पंग गॉगल क्कं वा क्चक्पंग स्कीन वापरा. आकृ ती
15
जर कं स /चाप /arc योग्यरीत्या मारला गेला असेल तर क्स्तर तीक्षि कक्ट श
आवाजासह प्काशाचा स्ोट’ होईल
उत्ाक्दत चाप तोडण्ासाठी त्वरीत इलेक्टट्ोड उचलून मागे घ्ा.
टॅपिंग िद्धत (पचत्र 13)
जॉबच्ा पृष्ठभागाला हलके स्पश्ट करण्ासाठी इलेक्टट्ोडला खाली हलवून
चाप मारा.
जर वे्डिेड जॉब आकाराने लहान असेल तर गरम जॉब ठे वण्ासाठी क्चमटा
वापरा.
प्त्येक वेळी इलेक्टट्ोड फ्ीक्झंगक्शवाय कं स/arc मारला जाईपयिंत स्कलॅ प
एमएस प्ेटवर चाप मारण्ाची पुनरावृत्ी करिे.
आक्ट वेक््डिंग दरम्ान सुरषिा खबरदारी
मेटल आक्ट वेक््डिंग दरम्ान, मेटल गरम के ले जाते आक्ि इलेक्क्टट्क आक्ट
या क्हक्टंग स्तोताद्ारे फ्ूज के ले जाते .त्यात खालील सामान्य िोके गुंतलेले
आहेत.
- क्वजेचा िक्ा
इलेक्टट्ोडला काही सेकं दांसाठी हळू हळू अंदाजे 6 क्ममी वर उचला आक्ि - स्पाक्स्ट आक्ि स्पलॅटस्ट
नंतर योग्य चाप राखण्ासाठी ते पृष्ठभागापासून अंदाजे 3 क्ममी पयिंत खाली - िूर आक्ि िूर/िूराची वाफ
करिे. - उष्णता क्वक्करि
टलॅक्पंग पद्धतीची क्शफारस के ली जाते कारि ती कामाच्ा पृष्ठभागावर - क्चकट आक्ि गरम स्लॅग कि
खड्डाचे क्चन् ठे वत नाही.
- हॉट जॉब आक्ि हॉट स्ब समाप्त.
जर इलेक्टट्ोड प्ेटला गोठला (क्चकटला) तर, ते ताबडतोब मनगटाला वरील िोक्यांपासून वे्डिरचे रषिि करण्ासाठी, त्याला काही सुरषिा
झटपट वळवून मोकळे के ले पाक्हजे जेिेकरून ते जास्त गरम होऊ नये साविक्गरींचे पालन करिेवे लागेल जे इंडक्शन टट्ेक्नंगच्ा संबंक्ित
क्कं वा खराब होऊ नये. (क्चत्र 14) क्सद्धांतामध्े स्पष्ट के ले आहे.
C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.07 27