
Page 44 - Welder - TP - Marathi
P. 44
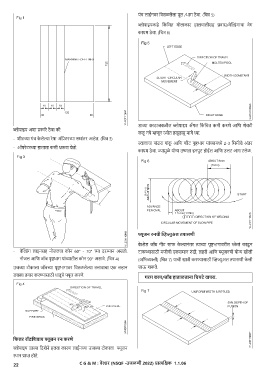
पंच लाईनवर क्वतळलेला पूल /भाग ठे वा. (क्चत्र 5)
ब्ोपाइपकडे क्कं क्चत गोलाकार हालचालीसह प्वास/वेक््डिंगाचा वेग
कायम ठे वा. (क्चत्र 6)
डाव्ा काठाजवळील ब्ोपाइप अँगल क्कं क्चत कमी करिे आक्ि शेवटी
ब्ोपाइप अशा प्कारे ठे वा की:
जळू नये म्िून ज्ोत हळू हळू मागे घ्ा.
- शीटच्ा पंच के लेल्ा रेषा ऑप्ेटरच्ा समांतर आहेत. (क्चत्र 3)
ज्वालाचा पांढरा शंकू आक्ि शीट पृष्ठभाग यांच्ामध्े 2-3 क्ममीचे अंतर
- ऑपरेटरच्ा हाताला कमी र्कवा येतो.
कायम ठे वा. ज्ामुळे योग्य उष्णता इनपुट होईल आक्ि उलट आग टलेळ.
फ्ूजन िनचरी ल्हिज्ुअल तिरासिरी
वे्डिेड जॉब नीट साफ के ल्ानंतर त्याच्ा पृष्ठभागावरील स्े लं काढू न
- वेक््डिंग लाइनसह नोजलचा कोन 60° - 70° च्ा दरम्ान असतो. टाकण्ासाठी मिीची एकसमान रुं दी, लहरी आक्ि फ्ूजनची योग्य खोली
नोजल आक्ि जॉब पृष्ठभाग यांच्ातील कोन 90° असावे. (क्चत्र 4) (अक्भव्तिी) (क्चत्र 7) याची खात्री करण्ासाठी क्व्ज्ुअल तपासिी के ली
उजव्ा टोकाला जॉबच्ा पृष्ठभागावर क्वतळलेल्ा तलावाचा एक लहान जाऊ शकते.
डबका तयार करण्ासाठी िातूचे फ्ूज करिे.
गिम कराम/जॉब हरातराळतरानरा पचमटे वराििरा.
पफलि िॉडपशवराय फ्ूजन िन कििे
ब्ोपाइप डाव्ा क्दशेने हलवा कारि लाईनच्ा उजव्ा टोकाला फ्ूजन
स्ान प्ाप्त होते.
22 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.06