
Page 48 - Welder - TP - Marathi
P. 48
आक्ट वेल्ल्डंग मशरीन सुरू कििे आपि बंद कििे. अयोग्य साफसफाईमुळे खराब क्वद् त संपक्ट आक्ि वे्डि दोषांमुळे
कमकु वत वे्डि बनतात.
वेल्ल्डंग ट्र रान्सफॉम्टि
वेक््डिंग टेबलवर कामाचा तुकडा सपाट क्स्तीत सेट करिे.
वेक््डिंग टट्ान्सफॉम्टरचा मुख् पुरवठा ‘चालू’ करिे.
मशीनवर क्दलेले क्स्वच वापरून वेक््डिंग टट्ांसफाम्टर चालू/बंद करिे.असे इनपुट पुरवठा ‘चालू’ करिे आक्ि वेक््डिंग मशीन सुरू करिे.
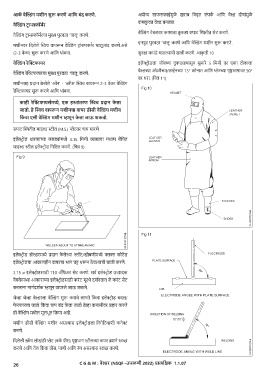
(2-3 वेळा) सुरू करिे आक्ि र्ांबवा. सुरषिा कपडे घातल्ाची खात्री करिे. आकृ ती 10
वेल्ल्डंग िेल्क्फरायि इलेक्टट्ोडला जॉबच्ा तुकड्ापासून सुमारे 5 क्ममी वर एका टोकाला
वे्डिच्ा ओळीच्ा/लाईनच्ा 75° कोनात आक्ि प्ेटच्ा पृष्ठभागावर 90°
वेक््डिंग रेक्क्टफायरचा मुख् पुरवठा ‘चालू’ करिे.
वर िरा. (क्चत्र 11)
मशीनसह प्दान के लेले ‘ऑन’ - ‘ऑफ’ क्स्वच वापरून 2-3 वेळा वेक््डिंग
रेक्क्टफायर सुरू करिे आक्ि र्ांबवा.
कराहरी िेल्क्फरायस्टमध्े, एक हस्तरांतिि ल्स्च प्दरान के लरा
जरातो. हे ल्स्च वरािरून मशरीनचरा वरािि डरीसरी वेल्ल्डंग मशरीन
पकं वरा एसरी वेल्ल्डंग मशरीन म्हिून के लरा जराऊ शकतो.
सपाट क्स्तीत माइ्डि स्ील (M.S.) प्ेटवर चाप मारिे
इलेक्टट्ोड िारकाच्ा जबड्ांमध्े 3.15 क्ममी व्ासाचा मध्म लेक्पत
माइ्डि स्ील इलेक्टट्ोड क्नक्चित करिे. (क्चत्र 9).
इलेक्टट्ोड हो्डिरमध्े प्दान के लेल्ा स्ॉट/खोबिीमध्े फ्क्स कोटेड
इलेक्टट्ोडचा आवरिहीन वायरचा भाग घट् िरून ठे वल्ाची खात्री करिे.
3.15 ø इलेक्टट्ोडसाठी 110 अँक्पअर सेट करिे. सव्ट इलेक्टट्ोड उत्ादक
वेगवेगळ्ा आकाराच्ा इलेक्टट्ोडसाठी करंट मूल्े दश्टवतात जे करंट सेट
करताना माग्टदश्टक म्िून वापरले जाऊ शकते.
जेव्ा जेव्ा वे्डिरला वेक््डिंग सुरू करावे लागते क्कं वा इलेक्टट्ोड बदल/
फे रफारला जातो क्कं वा चाप बंद के ला जातो तेव्ा कमानीवर प्हार करिे
ही वेक््डिंग मिील मूलभूत क्क्या आहे.
मशीन डीसी वेक््डिंग मशीन असल्ास इलेक्टट्ोडला क्नगेक्टव्शी कनेक्ट
करिे.
क्दलेली स्कलॅ प लोखंडी प्ेट (वक्ट पीस) पृष्ठभाग स्ीलच्ा वायर ब्रशने स्वच्छ
करिे आक्ि तेल क्कं वा ग्ीस, पािी आक्ि रंग असल्ास स्वच्छ करिे.
26 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.07