
Page 56 - Welder - TP - Marathi
P. 56
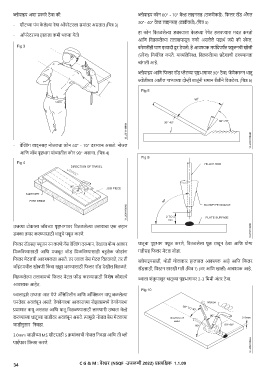
ब्ोपाइप अशा प्कारे ठे वा की: ब्ोपाइप कोन 60° - 70° वे्डि लाइनसह (उजवीकडे). क्फलर रॉड अँगल
30°- 40° वे्डि लाइनसह (डावीकडे).(क्चत्र 5)
- शीटच्ा पंच के लेल्ा रेषा ऑपरेटरला समांतर असतात (क्चत्र 3)
हा कोन क्वतळलेल्ा डबक्याला वे्डिच्ा रेषेत हलवण्ास मदत करतो
- ऑपरेटरच्ा हाताला कमी र्कवा येतो
आक्ि क्वतळलेल्ा तलावापासून नको असलेले पदार््ट जसे की स्े ल,
कोितीही घाि इत्यादी दू र ठे वतो. हे आवश्यक मया्टदेपयिंत फ्ूजनची खोली
(प्वेश) क्नयंक्त्रत करते. याव्क्तररति, क्वतळलेल्ा प्देशाची दृश्यमानता
चांगली आहे.
ब्ोपाइप आक्ि क्फलर रॉड प्ेटच्ा पृष्ठभागावर 90° ठे वा, जेिेकरून िातू
ज्ोतीच्ा आतील गाभ्ाच्ा दोन्ी बाजूंनी समान रीतीने क्वतळे ल. (क्चत्र 6)
- वेक््डिंग लाइनसह नोजलचा कोन 60° - 70° दरम्ान असतो. नोजल
आक्ि जॉब पृष्ठभाग यांच्ातील कोन 90° असावा. (क्चत्र 4)
उजव्ा टोकाला जॉबच्ा पृष्ठभागावर क्वतळलेल्ा तलावाचा एक लहान
डबका तयार करण्ासाठी िातूचे फ्ूज करिे.
क्फलर रॉडसह फ्ूजन रन करिे:गलॅस वेक््डिंग दरम्ान, वे्डिचा योग्य आकार िातूचा पृष्ठभाग फ्ूज करिे, क्वतळलेला पूल राखून ठे वा आक्ि योग्य
क्मळक्वण्ासाठी आक्ि मजबूत जोड क्मळक्वण्ासाठी बहुतेक जोडांना गतीसह क्फलर मेटल जोडा.
क्फलर मेटलची आवश्यकता असते. तर ज्वाला बेस मेटल क्वतळवते, तर ती ब्ोपाइपसाठी, र्ोडी गोलाकार हालचाल आवश्यक आहे आक्ि क्फलर
जॉइंटमिील खोबिी क्कं वा खड्ा भरण्ासाठी क्फलर रॉड देखील क्वतळते. रॉडसाठी, क्पस्न सारखी गती (क्चत्र 7) (वर आक्ि खाली) आवश्यक आहे.
क्वतळलेल्ा तलावामध्े क्फलर मेटल फीड करण्ासाठी क्वशेष कौशल्े ज्वाला शंकू पासून िातूच्ा पृष्ठभागावर 2-3 क्ममी अंतर ठे वा.
आवश्यक आहेत.
ज्वालाद्ारे उष्णता आत येिे अलॅक्सक्टलीन आक्ि ऑक्क्सजन वायू जळलेल्ा
घनतेवर अवलंबून असते. वेगवेगळ्ा आकाराच्ा नोझल्समध्े वेगवेगळ्ा
प्मािात वायू असतात आक्ि िातू क्वतळण्ासाठी लागिारी उष्णता वे्डिे
करण्ाच्ा िातूच्ा जाडीवर अवलंबून असते. त्यामुळे नोजल बेस मेटलच्ा
जाडीनुसार क्नवडा.
3.0mm जाडीच्ा MS शीटसाठी 5 क्मांकाची नोजल क्नवडा आक्ि ती ब्ो
पाईपवर क्फक्स करिे.
34 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.09