
Page 133 - Welder - TP - Marathi
P. 133
करामराचरा क्रम (Job Sequence)
• प्ेटला आकारानुसार क्चन्ांक्कत करणे आक्ण रेखाक्चत्ानुसार कट • इलेक््रोडसाठी चाबकाची क्क्या वापरा.
करणे.
• क्डस्लॅग करणे आक्ण वायर ब्रशने पूण्यपणे स्वछि करणे.
• चौकोनी कडा तयार करणे.
पडस्ॅपगंग कितरानरा गॉगल वराििरा.
• वक्य पीस ‘T’ जॉइंट म्णून सेट करणे.
• 4 क्ममी ø इलेक््रोड क्नवडा आक्ण 160 amps करंट सेट करणे.
• 3.15 mm व्ासाचा इलेक््रोड क्नवडा आक्ण 110 amps करंट सेट • क्वल्व्ंग मोशन आक्ण मेटल क्डपॉक्झशनचा एकसमान वेग वापरून
करणे.
शॉट्य आक्य सह 2रा रन जमा करणे.
• इलेक््रोड के बल क्नगेक्टव् टक्म्यनलशी जोडा.
• अंडरकट टाळा.
• कामाचे तुकडे टोकांना टलॅक-वेल्ड करणे.
• योग्य खड्ा िरण्ाची खात्ी करणे.
पवकृ तटीचटी कराळजटी घेण्रासराठटी प्ेट्स 2° वि प्टीसेट किणे
• पोक्झशनरमधून वेल्डेड जॉइंट काढा, स्वछि करणे आक्ण दोषांची
• वेल्ल्डंग पोक्झशनरमध्े संयुक्त(जॉइंट) उभ्ा ल्थितीत ठे वा. तपासणी करणे.
• रूट रन लहान कं स लांबीसह आक्ण इलेक््रोडमध्े वर आक्ण खाली वेव्ल्डंग ििम्रान आवश्यक सुिषिरा खिििरािटी िराळरा.
हलके गतीने क्वणकाम करून जमा करणे.
कौिल् क्रम (Skill Sequence)
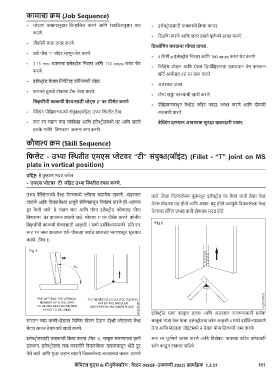
पफलेट - उभ्रा व्थितटीत एमएस प्ेटवि “टटी” संयुक्त(जॉइंट) (Fillet - “T” joint on MS
plate in vertical position)
उपदिष्: हे तुम्ाला मदत करेल
• एमएस प्ेटवि ‘टटी’ जॉइंट उभ्रा व्थितटीत तयराि किणे.
उभ्ा वेल्ल्डंगमध्े वेल्ड मेटलमध्े स्लॅगचा समावेश टाळणे, अंडरकट जाते. जेव्ा क्वतळलेल्ा पूलमधून इलेक््रोड वर के ला जातो तेव्ा वेल्ड
टाळणे आक्ण क्वतळलेल्ा धातूचे सलॅक्गंगपासून क्नयंत्ण करणे ही अडचण मेटल र्थोडासा र्थंड होतो आक्ण अंशतः घट्ट होतो ज्ामुळे क्वतळलेल्ा वेल्ड
दू र के ली जाते. हे लहान चाप आक्ण योग्य इलेक््रोड कोनासह योग्य मेटलचा सलॅक्गंग प्िाव कमी होण्ास मदत होते.
क्वणकाम तंत् वापरून टाळले जाते. प्ेटला 1° वर प्ीसेट करणे. कोनीय
क्वकृ तीची काळजी घेण्ासाठी आकृ ती 1 मध्े दश्यक्वल्ाप्माणे प्क्त रन.
रूट रन जमा करताना वक्य पीसच्ा सवा्यत खालच्ा िागापासून सुरुवात
करणे. (क्चत् 1)
इलेक््रोड एका बाजूला हलवा आक्ण अंडरकट टाळण्ासाठी प्त्येक
रूटरन जमा करणे:र्थोडासा क्वक्णंग मोशन देऊन दोन्ी प्ेट्सवर वेल्ड बाजूला र्थोडा वेळ र्थांबा. इलेक््रोडचा कोन आकृ ती 4 मध्े दश्यक्वल्ाप्माणे
मेटल समान ठे वण्ाची खात्ी करणे. ठे वा आक्ण मेटलला जॉइंटमध्े न ठे वता योग्य क्ठकाणी जमा करणे.
इलेक््रोडसाठी चाबकाची क्क्या वापरा (क्चत् 3). चाबूक मारण्ाच्ा कृ ती रूट रन पूण्यपणे स्वछि करणे आक्ण क्वशेषत: पायाच्ा वरील कोणताही
दरम्ान, इलेक््रोडला लांब कमानीने क्वतळलेल्ा तलावापासून र्थोडे दू र स्लॅग काढू न टाकला पाक्हजे.
नेले जाते आक्ण पुन्ा लहान चापाने क्वतळलेल्ा तलावाच्ा जवळ आणले
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.37 111