
Page 138 - Welder - TP - Marathi
P. 138
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्रात्यपषिक 1.3.39
वेल्डि (Welder) - स्टील्सचटी वेल्डेपिपलटटी (OAW, SMAW)
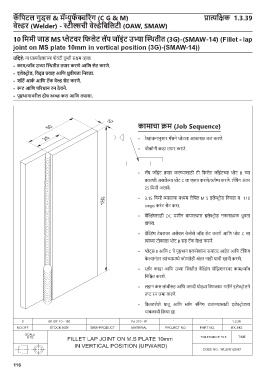
10 पममटी जराड MS प्ेटवि पफलेट लॅि जॉइंट उभ्रा व्थितटीत (3G)-(SMAW-14) (Fillet - lap
joint on MS plate 10mm in vertical position (3G)-(SMAW-14))
उपदिष्े: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• कराम/जॉि उभ्रा व्थितटीत तयराि किणे आपण सेट किणे.
• इलेक्ट् ोड, पवि ् त प्वराह आपण ध्ुवटीयतरा पनवडरा.
• िॉट्य आक्य आपण टॅक वेल्ड सेट किणे.
• रूट आपण िरिधरान िन ठे वने.
• िृष्ठिरागराविटील िोष स्वच्छ किरा आपण तिरासरा.
करामराचरा क्रम (Job Sequence)
• रेखांकनानुसार गलॅसने प्ेटला आकारात कट करणे.
• चौकोनी कडा तयार करणे.
• ललॅप जॉइंट तयार करण्ासाठी टी क्िलेट जॉइंटच्ा प्ेट B च्ा
तळाशी असलेल्ा प्ेट C ला एकत् करणे/लिलॅम्प करणे. ललॅक्पंग अंतर
25 क्ममी असावे.
• 3.15 क्ममी व्ासाचा मध्म लेक्पत M S इलेक््रोड क्नवडा व 110
amps करंट सेट करा.
• वेल्ल्डंगसाठी DC मशीन वापरल्ास इलेक््रोड नकारात्मक ध्ुवता
वापरा.
• वेल्ल्डंग टेबलवर असेंबल के लेले जॉब सेट करणे आक्ण प्ेट C ला
त्यांच्ा टोकाला प्ेट B सह टलॅक वेल्ड करणे.
• प्ेट्स B आक्ण C चे पृष्ठिाग एकमेकांना समांतर आहेत आक्ण टलॅक्कं ग
के ल्ानंतर त्यांच्ामध्े कोणतेही अंतर नाही याची खात्ी करणे.
• स्लॅग काढा आक्ण उभ्ा ल्थितीत वेल्ल्डंग पोक्झशनरवर काम/जॉब
क्नक्चित करणे.
• लहान कं स लांबीसह आक्ण अगदी र्थोड्ा क्वणकाम गतीने इलेक््रोडने
रूट रन जमा करणे.
• क्वतळलेले धातू आक्ण स्लॅग सलॅक्गंग टाळण्ासाठी इलेक््रोडला
चाबकाची क्क्या द्ा.
116