
Page 142 - Welder - TP - Marathi
P. 142
कौिल् क्रम (Skill Sequence)
एमएस प्ेटच्रा उभ्रा व्थितटीवि ओिन कोििरा जॉइंट (Open corner joint on MS plate
vertical position)
उपदिष्: हे तुम्ाला मदत करेल
• एमएस प्ेटच्रा उभ्रा व्थितटीवि ओिन कॉन्यि जॉइंट तयराि किणे.
क्िलेट ओपन कॉन्यर जॉइंटची सेक्टंग आक्ण टलॅक्कं ग गलॅस कक्टंगद्ारे चौरस
कापण्ासाठी प्ेट्स क्चन्ांक्कत करणे आक्ण पंच करणे.
चौिस किण्रासराठटी गॅस कट कडरा ग्राईंड पकं वरा फराइल किणे.
ग्ाइंक्डंग पाक्ट्यकल्स काढा आक्ण िाइक्लंग करून आक्ण वायर ब्रशने
पृष्ठिाग स्वछि करणे.
कापताना, ग्ाइंक्डंग करताना पीपीई वापरणे.
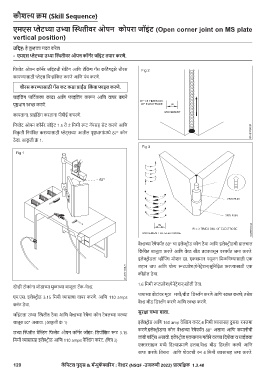
क्िलेट ओपन कॉन्यर जॉइंट 1.5 ते 2 क्ममी रूट गलॅपसह सेट करणे आक्ण
क्वकृ ती क्नयंक्त्त करण्ासाठी प्ेट्सच्ा आतील पृष्ठिागांमध्े 87° कोन
ठे वा. आकृ ती क्ं 1.
वेल्डच्ा रेषेपययंत 80° चा इलेक््रोड कोन ठे वा आक्ण इलेक््रोडची हालचाल
क्कं क्चत बाजूला करणे आक्ण वेल्ड बीड तळापासून वरपययंत जमा करणे.
इलेक््रोडला व्ीक्पंग मोशन द्ा. एकसमान फ्ूजन क्मळक्वण्ासाठी एक
लहान चाप आक्ण योग्य रूटप्वेश(पेनेट्रेशन)सुक्नक्चित करण्ासाठी एक
कीहोल ठे वा.
1.6 क्ममी रूटप्वेश(पेनेट्रेशन)खोली ठे वा.
दोन्ी टोकांना जोडाच्ा मुळाच्ा बाजूला टलॅक-वेल्ड.
पायाच्ा बोटांवर मूळ मणी/बीड क्डस्लॅग करणे आक्ण स्वछि करणे; तसेच
एम.एस. इलेक््रोड 3.15 क्ममी व्ासाचा वापर करणे. आक्ण 110 amps
करंट ठे वा. वेल्ड बीड क्डस्लॅग करणे आक्ण स्वछि करणे.
जॉइंटला उभ्ा ल्थितीत ठे वा आक्ण वेल्डच्ा रेषेचा कोन टेबलच्ा वरच्ा सुिषिरा चष्रा घरालरा.
बाजूस 90° असावा. (आकृ ती क्ं 1) इलेक््रोड आक्ण 160 amp वेल्ल्डंग करंट,4 क्ममी व्ासासह दुसरा रनजमा
करणे.इलेक््रोडचा कोन वेल्डच्ा रेषेपययंत 80° असावा आक्ण कमानीची
उभ्ा ल्थितीत वेल्ल्डंग क्िलेट ओपन कॉन्यर जॉइंट: क्डपॉक्झट रूट 3.15
क्ममी व्ासासह इलेक््रोड आक्ण 110 amps वेल्ल्डंग करंट. (क्चत् 2) लांबी शॉट््यस असावी. इलेक््रोड एकसमान गतीने वरच्ा क्दशेला व साईडला
एसिरसाइज मध्े क्दल्ाप्माणे हलवा.वेल्ड बीड क्डस्लॅग करणे आक्ण
साि करणे: क्तसरा आक्ण शेवटची रन 4 क्ममी व्ासासह जमा करणे.
120 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.40