
Page 147 - Welder - TP - Marathi
P. 147
करामराचरा क्रम (Job Sequence)
• योग्य आकाराचे पाईप वापरल्ाची खात्ी करणे • पाईप न क्िरवता ब्ो पाईप आक्ण क्िलर रॉडमध्े िे रिार करून
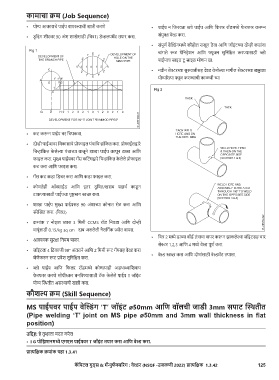
• ड्र ॉइंग शीटवर 90 अंश शाखेसाठी (क्चत्1) डेव्लपमेंट तयार करा. संयुक्त वेल्ड करा.
• संपूण्य वेल्ल्डंगमध्े कीहोल राखून ठे वा आक्ण जॉइंटच्ा दोन्ी कडांना
चांगले रूट पेक्नट्रेशन आक्ण फ्ूजन सुक्नक्चित करण्ासाठी ब्ो
पाईपला साइड टू साइड मोशन द्ा.
• नवीन सेक्रच्ा सुरुवातीसह वेल्ड के लेल्ा मागील सेक्रच्ा खड्ाला
योग्यररत्या फ्ूज करण्ाची काळजी घ्ा
• कट करून पाईप वर क्चपकवा.
• दोन्ी पाईप्सवर क्वकासाचे प्ोिाइल पंच क्चन्ांक्कत करा. प्ोिाईलद्ारे
क्चन्ांक्कत के लेल्ा पंचाच्ा बाजूने शाखा पाईप कापून टाका आक्ण
िाइल करा. मुख् पाईपवर गलॅस कक्टंगद्ारे क्चन्ांक्कत के लेले प्ोिाइल
कट करा आक्ण िाइल करा.
• गलॅस कट कडा क्डबर करा आक्ण कडा िाइल करा.
• कोणतेही ऑसिाईड आक्ण इतर दू क्षत/खराब पदार्थ्य काढू न
टाकण्ासाठी पाईपचा पृष्ठिाग स्वछि करा.
• शाखा पाईप मुख् पाईपसह 90 अंशाच्ा कोनात सेट करा आक्ण
संरेल्खत करा. (क्चत्2)
• क्मांक 7 नोझल व्ास 3 क्ममी CCMS रॉड क्नवडा आक्ण दोन्ी
वायूंसाठी 0.15/kg sq cm दाब असलेली नैसक्ग्यक ज्ोत वापरा.
• क्चत् 2 मध्े डाव्ा वॉड्य तंत्ाचा वापर करून झाकलेल्ा जॉइंटसह चार
• आवश्यक सुरषिा क्नयम पाळा.
सेक्र 1,2,3 आक्ण 4 मध्े वेल्ड पूण्य करा.
• जॉइंटला 4 क्ठकाणी 90° अंतराने आक्ण 2 क्ममी रूट गलॅपसह वेल्ड करा
जेणेकरुन रूट प्वेश सुक्नक्चित करा. • वेल्ड स्वछि करा आक्ण दोषांसाठी वेल्डमेंट तपासा.
• ब्ो पाईप आक्ण क्िलर रॉडमध्े कोणत्याही अडर्थळ्ाक्शवाय
िे रिार करणे सोयीस्र बनक्वण्ासाठी टलॅक के लेले पाईप T जॉइंट
योग्य ल्थितीत असल्ाची खात्ी करा.
कौिल् क्रम (Skill Sequence)
MS िराईिवि िराईि वेव्ल्डंग ‘T’ जॉइंट ø50mm आपण वॉलचटी जराडटी 3mm सिराट व्थितटीत
(Pipe welding ‘T’ joint on MS pipe ø50mm and 3mm wall thickness in flat
position)
उपदिष्: हे तुम्ाला मदत करेल
• I G िोपझिनमध्े एमएस िराईिवि T जॉइंट तयराि किरा आपण वेल्ड किरा.
प्रात्यपषिक क्रमरांक िहरा 1.3.41
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.42 125