
Page 145 - Welder - TP - Marathi
P. 145
• ब्ोपाइप आक्ण क्िलर रॉडमध्े बदल/िे रिार करून 3mmø
CCMS रॉड वापरून वेल्डला 4 सेगमेंटमध्े क्विाक्जत करून सांधे
वेल्ड करणे.
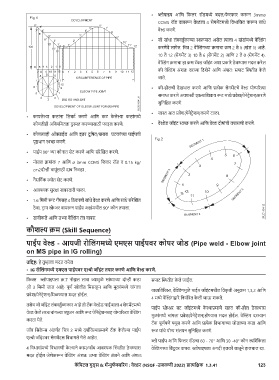
• जो सांधा लंबवतु्यळाच्ा स्वरूपात असेल त्याला 4 खंडांमध्े वेल्ल्डंग
करणेवे लागेल. क्चत् 2 वेल्ल्डंगच्ा क्माचा क्म 2 ते 6 (खंड 1) आहे.
10 ते 12 (सेगमेंट 3) 10 ते 6 (सेगमेंट 2) आक्ण 2 ते 0 (सेगमेंट 4).
वेल्ल्डंग क्माचा हा क्म टलॅक्ड जॉइंट अशा प्कारे ठे वण्ास मदत करेल
की वेल्ल्डंग अंशतः वरच्ा क्दशेने आक्ण अंशतः सपाट ल्थितीत के ले
जाते.
• की-होलची देखिाल करणे आक्ण प्त्येक सेगमेंटचे वेल्ड योग्यररत्या
समाप्त करणे अयशस्वी झाल्ाक्शवाय रूट मध्े प्वेश(पेनेट्रेशन)करणे
सुक्नक्चित करणे.
• जास्त आत प्वेश(पेनेट्रेशन)करणे टाळा.
• कापलेल्ा कडांना क्डबट्य करणे आक्ण कट के लेल्ा कडांमध्े
कोणतीही अक्नयक्मतता दुरुस्त करण्ासाठी िाइल करणे. • वेल्डेड जॉइंट स्वछि करणे आक्ण वेल्ड दोषांची तपासणी करणे.
• कोणत्याही ऑसिाईड आक्ण इतर दू क्षत/खराब घटकांच्ा पाईपची
पृष्ठिाग स्वछि करणे.
• पाईप 90° च्ा कोनात सेट करणे आक्ण संरेल्खत करणे.
• नोजल क्मांक 7 आक्ण ø 3mm CCMS क्िलर रॉड व 0.15 kg/
cm2दोन्ी वायूंसाठी दाब क्नवडा .
• नैसक्ग्यक ज्ोत सेट करणे.
• आवश्यक सुरषिा खबरदारी पाळा.
• 1.6 क्ममी रूट गलॅपसह 4 क्ठकाणी सांधे वेल्ड करणे आक्ण सांधे संरेल्खत
ठे वा. ट्राय स्के अर वापरून पाईप अषिांमधील 90° कोन तपासा.
• डावीकडे आक्ण उभ्ा वेल्ल्डंग तंत् वापरा.
कौिल् क्रम (Skill Sequence)
िराईि वेल्ड - आयजटी िोपलंगमध्े एमएस िराईिवि कोिि जोड (Pipe weld - Elbow joint
on MS pipe in IG rolling)
उपदिष्: हे तुम्ाला मदत करेल
• IG िोपलंगमध्े एमएस िराईिवि एल्ो जॉइंट तयराि किणे आपण वेल्ड किणे.
क्िसि ब्ोपाइपला क्.7 नोझल लावा ज्ामुळे सांध्ाच्ा दोन्ी कडा सपाट ल्थितीत के ले जाईल.
(जे 3 क्ममी जाड आहे) पूण्य खोलीत क्मसळू न आक्ण मुळांमध्े चांगला याव्क्तररक्त, वेल्ल्डंगमुळे पाईप जॉइंटमधील क्वकृ ती अनुक्म 1,3,2 आक्ण
प्वेश(पेनेट्रेशन)क्मळण्ास मदत होईल.
4 मध्े वेल्ल्डंगद्ारे क्नयंक्त्त के ली जाऊ शकते.
तसेच जो जॉइंट लंबवतु्यळाकार आहे तो टलॅक वेल्डेड पाईप्सला 4 सेगमेंटमध्े पाईप स्के अर बट जॉइंटमध्े के ल्ाप्माणे सतत की-होल ठे वल्ास
वेल्ड के ले तरच चांगल्ा फ्ुजन आक्ण रूट पेक्नट्रेशनसह योग्यररत्या वेल्ल्डंग मुळांमध्े चांगला प्वेश(पेनेट्रेशन)होण्ास मदत होईल. वेल्ल्डंग दरम्ान
करता येते.
टलॅक पूण्यपणे फ्ूज करणे आक्ण प्त्येक क्विागाच्ा जोडाच्ा कडा आक्ण
जॉब क्सक्े न्स अंतग्यत क्चत् 2 मध्े दश्यक्वल्ाप्माणे टलॅक के लेल्ा पाईप रूट यांचे योग्य संलयन सुक्नक्चित करणे.
एल्ो जॉइंटवर सेगमेंट्स क्विागले गेले आहेत.
ब्ो पाईप आक्ण क्िलर रॉडचा 60 - 70° आक्ण 30 -40° कोन स्क्श्यके ला
4 क्विागांमध्े क्विागणी के ल्ाने काम/जॉब आवश्यक ल्थितीत ठे वण्ास वेल्ल्डंगच्ा क्बंदू वर वापरा. ब्ोपाइपला अगदी हलकी बाजूने हालचाल द्ा.
मदत होईल जेणेकरून वेल्ल्डंग अंशतः उभ्ा वेल्ल्डंग तंत्ाने आक्ण अंशतः
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.41 123