
Page 141 - Welder - TP - Marathi
P. 141
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्रात्यपषिक 1.3.40
वेल्डि (Welder) - स्टील्सचटी वेल्डेपिपलटटी (OAW, SMAW)
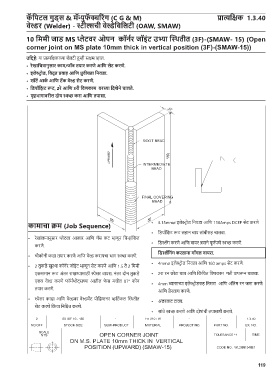
10 पममटी जराड MS प्ेटवि ओिन कॉन्यि जॉइंट उभ्रा व्थितटीत (3F)-(SMAW- 15) (Open
corner joint on MS plate 10mm thick in vertical position (3F)-(SMAW-15))
उपदिष्े: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• िेखरापचत्रानुसराि कराम/जॉि तयराि किणे आपण सेट किणे.
• इलेक्ट् ोड, पवि ् त प्वराह आपण ध्ुवटीयतरा पनवडरा.
• िॉट्य आक्य आपण टॅक वेल्ड सेट किणे.
• पडिॉपझट रूट, 2िे आपण 3िटी पवणकराम विच्रा पििेने चरालते.
• िृष्ठिरागराविटील िोष स्वच्छ किरा आपण तिरासरा.
• 3.15mmø इलेक््रोड क्नवडा आक्ण 110Amps DCEP सेट करणे
करामराचरा क्रम (Job Sequence)
• क्डपॉक्झट रूट लहान चाप लांबीसह चालवा.
• रेखांकनानुसार प्ेटला आकार आक्ण गलॅस कट म्णून क्चन्ांक्कत
करणे. • क्डस्लॅग करणे आक्ण वायर ब्रशने पूण्यपणे स्वछि करणे.
• चौकोनी कडा तयार करणे आक्ण वेल्ड करायचा िाग स्वछि करणे. पडस्ॅपगंग कितरानरा गॉगल वराििरा.
• 4mmø इलेक््रोड क्नवडा आक्ण 160 amps सेट करणे.
• 2 तुकडे खुल्ा कॉन्यर जॉइंट म्णून सेट करणे आक्ण 1.5 ते 2 क्ममी
एकसमान रूट अंतर राखण्ासाठी स्ेसर वापरा. नंतर दोन तुकडे • 2रा रन िोटा चाप आक्ण क्कं क्चत क्वणकाम गती वापरून चालवा.
एकत् वेल्ड करणे िॉम्यप्ेट्सच्ा आतील िे स मधील 87° कोन • 4mm व्ासाच्ा इलेक््रोडसह क्तसरा आक्ण अंक्तम रन जमा करणे
तयार करणे. आक्ण डेस्ाग करणे.
• स्ेसर काढा आक्ण वेल्डवर वेल्डमेंट पोक्झशनर व्क्ट्यकल ल्थितीत • अंडरकट टाळा.
सेट करणे क्कं वा क्नक्चित करणे.
• सांधे स्वछि करणे आक्ण दोषांची तपासणी करणे.
119