
Page 139 - Welder - TP - Marathi
P. 139
• क्चक्पंग हलॅमरने क्डस्लॅग करणे आक्ण ल्स्टल वायर ब्रशने, क्वशेषतः • योग्य मणीच्ा प्ोिाइलसह योग्य क्िलेटचा आकार क्मळण्ाची खात्ी
वेल्डच्ा पायाच्ा जॉइंटला आक्ण मणी/बीड पूण्यपणे स्वछि करणे. करणे आक्ण प्ेट B ची धार क्वतळली जाणार नाही. तसेच तळाशी
प्ेट C वर वेल्डच्ा पायाच्ा बोटाला कोणताही अंडरकट नसल्ाचे
पडस्ॅपगंग कितरानरा गॉगल वराििरा.
सुक्नक्चित करणे.
• एमएस इलेक््रोड मध्म लेक्पत 4 क्ममी व्ास क्नवडा आक्ण 150 ते
160 amp. करंट सेट करा. • खड्ा िरल्ानंतर पोक्झशनरमधून वेल्डेड जॉइंट काढा.
• 2रा रन िोट्ा चाप आक्ण वेक्वंग गतीने पूण्य करा. • वायर ब्रश वापरून सांधे स्वछि करणे आक्ण कोणत्याही बाह्य दोषाची
तपासणी करणे.
• क्वणकामाची गती आक्ण वरच्ा क्दशेने कं साची हालचाल एकसमान
गतीने असावी. वेव्ल्डंग ििम्रान आवश्यक सुिषिरा खिििरािटी िराळरा.
कौिल् क्रम (Skill Sequence)
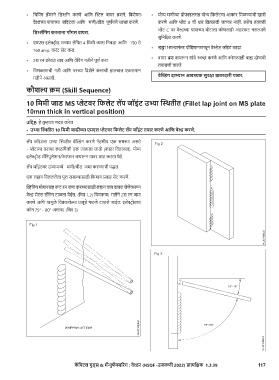
10 पममटी जराड MS प्ेटवि पफलेट लॅि जॉइंट उभ्रा व्थितटीत (Fillet lap joint on MS plate
10mm thick in vertical position)
उपदिष्: हे तुम्ाला मदत करेल
• उभ्रा व्थितटीत 10 पममटी जराडटीच्रा एमएस प्ेटवि पफलेट लॅि जॉइंट तयराि किणे आपण वेल्ड किणे.
ललॅप जॉइंटला उभ्ा ल्थितीत वेल्ल्डंग करणे नेहमीच एक समस्या असते
- प्ेटच्ा वरच्ा काठांपैकी एक जळाला जातो (काठा क्वतळला). योग्य
इलेक््रोड मलॅक्नपुलेशन/िे रिार वापरून यावर मात करता येते.
ललॅप जॉइंटवर उभ्ामध्े मणी/बीड जमा करण्ाची पद्धत
एक लहान क्वतळलेला पूल राखण्ासाठी क्कमान प्वाह सेट करणे.
ल्व्क्पंग मोशनसह रूट रन जमा करण्ासाठी लहान चाप वापरा जेणेकरून
वेल्ड मेटल सलॅक्गंग टाळता येईल. (क्चत् 1,2) क्वणकाम गतीने 2रा रन जमा
करणे आक्ण यामुळे क्वतळलेल्ा धातूचे गळणे टाळले जाईल. इलेक््रोडचा
कोन 75° - 80° असावा. (क्चत् 3)
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.39 117