
Page 129 - Welder - TP - Marathi
P. 129
कौिल् क्रम (Skill Sequence)
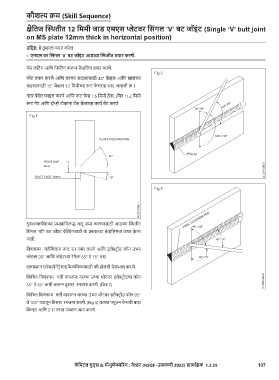
षिैपतज व्थितटीत 12 पममटी जराड एमएस प्ेटवि पसंगल ‘V’ िट जॉइंट (Single ‘V’ butt joint
on MS plate 12mm thick in horizontal position)
उपदिष्: हे तुम्ाला मदत करेल
• एमएस वि पसंगल ‘V’ िट जॉइंट आडव्रा व्थितटीत तयराि किणे.
गलॅस कक्टंग आक्ण क्िक्लंग करून बेव्क्लंग तयार करणे.
प्ेट तयार करणे आक्ण वरच्ा सदस्यासाठी 45° बेव्ल आक्ण खालच्ा
सदस्यासाठी 15° बेव्ल 1.5 क्ममीच्ा रूट िे ससह िरा. आकृ ती क्ं 1
नंतर बेवेल िाइल करणे आक्ण रूट िे स 1.5 क्ममी ठे वा. (क्चत् 1) 2 क्ममी
रूट गलॅप आक्ण दोन्ी टोकांना टलॅक वेल्डसह काय्य सेट करणे.
गुरुत्ाकष्यणाच्ा प्िावाक्वरूद्ध धातू जमा करण्ासाठी आडव्ा ल्थितीत
क्संगल ‘व्ी’ बट जॉइंट वेल्ल्डंगसाठी या प्कारच्ा बेव्क्लंगचा वापर के ला
जातो.
क्वणकाम गतीक्शवाय रूट रन जमा करणे आक्ण इलेक््रोड कोन उभ्ा
प्ेटला 90° आक्ण जॉइंटच्ा रेषेला 65° ते 75° धरा.
एकसमान प्वेश(पेनेट्रेशन)क्मळक्वण्ासाठी की होलची देखिाल करणे.
क्कं क्चत क्वणकाम गती वापरून वरच्ा उभ्ा प्ेटवर इलेक््रोडचा कोन
55° ते 65° कमी करून दुसरा रनजमा करणे. (क्चत् 2)
क्कं क्चत क्वणकाम गती वापरून वरच्ा उभ्ा प्ेटवर इलेक््रोड कोन 95°
ते 105° वाढवून क्तसरा रनजमा करणे. (Fig 3) वरच्ा फ्ूजन िे सची बाह्य
क्कनार आक्ण 2 रा रनचा जंक्शन जमा करणे.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.35 107