
Page 128 - Welder - TP - Marathi
P. 128
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्रात्यपषिक 1.3.35
वेल्डि (Welder) - स्टील्सचटी वेल्डेपिपलटटी (OAW, SMAW)
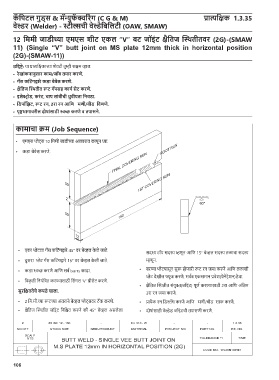
12 पममटी जराडटीच्रा एमएस िटीट एकल “V” िट जॉइंट षिैपतज व्थितटीतवि (2G)-(SMAW
11) (Single “V” butt joint on MS plate 12mm thick in horizontal position
(2G)-(SMAW-11))
उपदिष्े: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• िेखरांकनरानुसराि कराम/जॉि तयराि किणे.
• गॅस कपटंगद्रािे कडरा िेवेल किणे.
• षिैपतज व्थितटीत रूट गॅिसह कराय्य सेट किणे.
• इलेक्ट् ोड, किंट, चराि लरांिटीचटी ध्ुवटीयतरा पनवडरा.
• पडिॉपझट, रूट िन, 2िरा िन आपण मणटी/िटीड पवणणे.
• िृष्ठिरागराविटील िोषरांसराठटी स्वच्छ किणे व तिरासने.
करामराचरा क्रम (Job Sequence)
• एमएस प्ेट्स 10 क्ममी जाडीच्ा आकारात कापून घ्ा.
• कडा बेवेल करणे.
• एका प्ेटला गलॅस कक्टंगद्ारे 45° वर बेव्ल के ले जाते. सदस्य टॉप सदस्य म्णून आक्ण 15° बेव्ल सदस्य तळाचा सदस्य
• दुसरा प्ेट गलॅस कक्टंगद्ारे 15° वर बेव्ल के ली जाते. म्णून.
• कडा स्वछि करणे आक्ण सव्य burrs काढा. • वरच्ा प्ेटपासून सुरू होणारी रूट रन जमा करणे आक्ण तळाशी
प्ेट देखील फ्ूज करणे. सव्यत् एकसमान प्वेश(पेनेट्रेशन)ठे वा.
• क्वकृ ती क्नयंक्त्त करण्ासाठी क्संगल ‘V’ प्ीसेट करणे.
• षिैक्तज ल्थितीत संयुक्त(जॉइंट) पूण्य करण्ासाठी 2रा आक्ण अंक्तम
सुिपषिततेचे किडे घरालरा. 3रा रन जमा करणे.
• 2 क्म.मी.च्ा रूटच्ा अंतराने बेव्ल प्ेट्सवर टलॅक करणे. • प्त्येक रन क्डस्लॅग करणे आक्ण मणी/बीड साि करणे.
• षिैक्तज ल्थितीत जॉइंट क्नक्चित करणे की 45° बेव्ल असलेला • दोषांसाठी वेल्डेड जॉइंटची तपासणी करणे.
106