
Page 124 - Welder - TP - Marathi
P. 124
करामराचरा क्रम (Job Sequence)
• रेखाक्चत्ानुसार शीट तयार करणे आक्ण सरळ रेषा माक्य करा आक्ण • वेल्ड बीड क्िक्द्रत रेषेच्ा सवा्यत खालच्ा क्बंदू पासून सुरू होणारे आक्ण
स्े चनुसार त्यांना पंचने क्चन्ांक्कत करणे. ओळीच्ा बाजूने वरच्ा क्दशेने जा.
• शीटचा पृष्ठिाग स्वछि करणे. • बेस मेटल क्वतळण्ाची खात्ी करणे आक्ण क्िलर रॉड शक्य क्ततक्या
कमीत कमी ठे वल आहे.
• क्चन्ांक्कत शीट वेल्ड पोक्झशनरवर क्कं वा सोयीस्र उंचीवर उभ्ा
ल्थितीत क्नक्चित करणे. • ब्ो पाईप आक्ण क्िलर रॉडसाठी योग्य कोन ठे वा.
• नं. 5 आकाराची नोझल क्नवडा आक्ण ती ब्ो पाईपवर क्िसि करणे. • ब्ो पाईप आक्ण क्िलर रॉड कोणत्याही बाजूने न हलवता क्चन्ांक्कत
• CCMS रॉड 1.6 क्ममी व्ास क्नवडा. आक्ण वायूंसाठी 0.15 kg/sq.cm रेषेवर वरच्ा क्दशेने एकसमान वेगाने हलवा.
दाब सेट करणे. • आग लागू नये म्णून ज्ोतीच्ा आतील शंकू ला क्वतळलेल्ा धातूच्ा
• आवश्यक सुरषिा खबरदारी पाळा. (पडल) संपका्यत येऊ देऊ नका.
• वेल्ड मणी/बीड शीषा्यपययंत लाईन वर जमा करणे आक्ण खड्ा
• ब्ोपाइप प्ज्क्लत करणे आक्ण नैसक्ग्यक ज्ोत लावा.
िरण्ाची खात्ी करणे.
• ब्ो पाईपला 75° आक्ण क्िलर रॉड 30 - 40° वर वेल्डच्ा ओळीत
धरा. ब्ो पाईप नोजल आक्ण क्िलर रॉड आक्ण शीट पृष्ठिाग यांच्ातील • ब्ो पाईप आक्ण क्िलर रॉडची योग्य हाताळणी करून अंडरकट दोष
कोन 90° असावा. टाळण्ाची खात्ी करणे.
• मणी/बीड स्वछि करणे आक्ण कोणत्याही पृष्ठिागाची/बाह्य दोषाची
दृष्यदृष्ट्ा तपासणी करणे.
कौिल् क्रम (Skill Sequence)
2 पममटी एमएस िटीट वि पफलि िॉडसह फ्ूजन िन, उभ्रा व्थितटीत (Fusion run with filler
rod, 2mm MS sheet in vertical position)
उपदिष्: हे तुम्ाला मदत करेल
• उभ्रा व्थितटीत 2 पममटी एमएस िटीटमध्े पफलि िॉडसह फ्ूजन िन तयराि किरा आपण िराि िराडरा.
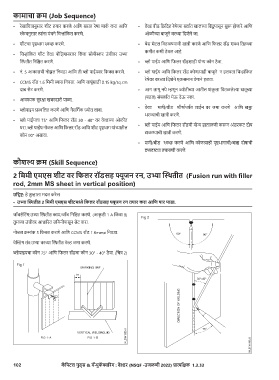
जॉबसेक्टंग:उभ्ा ल्थितीत काम/जॉब क्नक्चित करणे. (आकृ ती 1 A क्कं वा B)
तुमच्ा उंचीवर आधाररत जक्मनीपासून सेट करा.
नोजल क्मांक 5 क्िसि करणे आक्ण CCMS रॉड 1.6mmø क्नवडा.
वेल्ल्डंग तंत्:उभ्ा वरच्ा ल्थितीत वेल्ड जमा करणे.
ब्ोपाइपचा कोन 75° आक्ण क्िलर रॉडचा कोन 30° - 40° ठे वा. (क्चत् 2)
102 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.33