
Page 127 - Welder - TP - Marathi
P. 127
करामराचरा क्रम (Job Sequence)
• प्ेट कातरणे आक्ण कडा िाईल करणे. स्टील वायर ब्रशने पृष्ठिाग • टलॅक वेल्ड क्वतळवा आक्ण जॉइंटच्ा तळाशी एक वेल्ड पूल थिाक्पत
स्वछि करणे. प्ेटला 1.5 क्ममी रूट अंतरासह चौरस बट म्णून सेट करणे.
करणे.
• ब्ोपाइप कोन 75° - 80° ट्रलॅव्लच्ा रेषेपययंत ठे वा आक्ण क्िलर रॉडचा
• नोजल क्मांक 5 क्िसि करणे आक्ण ऑल्सिजन आक्ण ऍक्सक्टलीनचा कोन 30° ते 40° ठे वा आक्ण वरच्ा क्दशेने वेल्ड करणे.
गलॅस प्ेशर 0.15 kg/cm2 वर समायोक्जत (ऍडजस्ट) करणे.
• क्िलर रॉडची टीप क्वतळलेल्ा पूलमध्े सतत बुडवा आक्ण वरच्ा
• टॉच्य पेटवा आक्ण नैसक्ग्यक ज्ोत लावा.
क्दशेने जा. एकाच रनसह संयुक्त(जॉइंट) वेल्ड करणे.
• 1.6 क्ममी ø चा एक C.C.M.S क्िलर रॉड क्नवडा .
• दोन्ी धातूंच्ा कडा सारख्ाच क्वतळल्ा आहेत याची खात्ी करणे
• दोन्ी टोकांना आक्ण मध्िागी 1.5 क्ममी एकसमान रूट अंतरासह जेणेकरून संपूण्य प्वेश(पेनेट्रेशन)क्मळू शके ल.
दोन तुकडे टलॅक-वेल्ड करणे.
• जॉइंटच्ा शेवटी पुरेसा क्िलर मेटल जोडा आक्ण खड्ा िरून टाका.
• योग्य संरेखन/अलाइनमेंट तपासा. क्िक्सचरमधून जॉब काढण्ासाठी क्चमटा वापरा.
• वेल्डरच्ा िातीच्ा उंचीवर शीटच्ा तळाशी असलेल्ा ‘सी’ लिलॅम्पमध्े • वेल्ड स्वछि करणे आक्ण पृष्ठिागावरील दोष आक्ण
शीटला उभ्ामध्े क्िसि करणे. मुळांमध्ेप्वेश(पेनेट्रेशन)करण्ासाठी तपासणी करणे.
कौिल् क्रम (Skill Sequence)
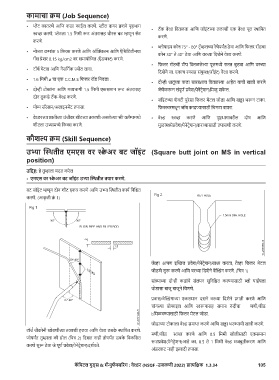
उभ्रा व्थितटीत एमएस वि स्के अि िट जॉइंट (Square butt joint on MS in vertical
position)
उपदिष्: हे तुम्ाला मदत करेल
• एमएस वि स्के अि िट जॉइंट उभ्रा व्थितटीत तयराि किणे.
बट जॉइंट म्णून दोन शीट एकत् करणे आक्ण उभ्ा ल्थितीत काय्य क्नक्चित
करणे. (आकृ ती क्ं 1)
जेव्ा आपण इल्छित प्वेश(पेनेट्रेशन)साध् करता, तेव्ा क्िलर मेटल
जोडणे सुरू करणे आक्ण वरच्ा क्दशेने वेल्ल्डंग करणे. (क्चत् 1)
सांध्ाच्ा दोन्ी कडांचे संलयन सुक्नक्चित करण्ासाठी ब्ो पाईपला
र्थोडासा बाजू बाजूने क्वणणे.
प्वास/वेल्ल्डंगाच्ा एकसमान दराने वरच्ा क्दशेने प्गती करणे आक्ण
चांगल्ा प्ोिाइल आक्ण स्वरूपासह समान रुं दीचा मणी/बीड
bक्मळवण्ासाठी क्िलर मेटल जोडा.
जोडाच्ा टोकाला वेल्ड समाप्त करणे आक्ण खड्ा िरण्ाची खात्ी करणे.
टॉच्य चौकोनी खोबणीच्ा तळाशी हलवा आक्ण वेल्ड डबके थिाक्पत करणे. मणी/बीड स्वछि करणे आक्ण 0.5 क्ममी खोलीसाठी एकसमान
जोपययंत तुम्ाला की होल (क्चत् 2) क्दसत नाही तोपययंत डबके क्वकक्सत रूटप्वेश(पेनेट्रेशन)आहे का, 0.5 ते 1 क्ममी वेल्ड मजबुतीकरण आक्ण
करणे सुरू ठे वा जे पूण्य प्वेश(पेनेट्रेशन)दश्यवते.
अंडरकट नाही इत्यादी तपासा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.34 105