
Page 130 - Welder - TP - Marathi
P. 130
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्रात्यपषिक 1.3.36
वेल्डि (Welder) - स्टील्सचटी वेल्डेपिपलटटी (OAW, SMAW)
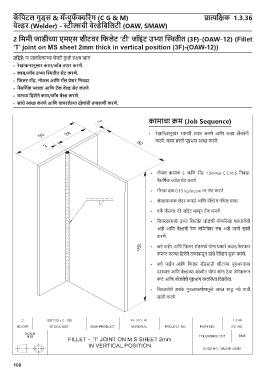
2 पममटी जराडटीच्रा एमएस िटीटवि पफलेट ‘टटी’ जॉइंट उभ्रा व्थितटीत (3F)-(OAW-12) (Fillet
‘T’ joint on MS sheet 2mm thick in vertical position (3F)-(OAW-12))
उपदिष्े: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• िेखरांकनरानुसराि कराम/जॉि तयराि किणे.
• कराम/जॉि उभ्रा व्थितटीत सेट किणे.
• पफलि िॉड, नोजल आपण गॅस प्ेिि पनवडरा.
• नैसपग्यक ज्रालरा आपण टॅक वेल्ड सेट किणे
• विच्रा पििेने कराम/जॉि वेल्ड किणे.
• सरांधे स्वच्छ किणे आपण वराििलेल्रा िोषरांचटी तिरासणटी किणे.
करामराचरा क्रम (Job Sequence)
• रेखाक्चत्ानुसार सामग्ी तयार करणे आक्ण कडा चौकोनी
करणे. वायर ब्रशने पृष्ठिाग स्वछि करणे.
• नोजल क्मांक 5 आक्ण रॉड 1.5mmø C.C.M.S क्नवडा.
नैसक्ग्यक ज्ोत सेट करणे.
• गलॅसचा दाब 0.15 kg/sq.cm वर सेट करणे.
• संरषिणात्मक लेदर कपडे आक्ण वेल्ल्डंग गॉगल घाला.
• वक्य पीसला ‘टी’ जॉइंट म्णून टलॅक करणे.
• क्िक्सचरमध्े उभ्ा ल्थितीत जोडणी योग्यररत्या पकडलेली
आहे आक्ण वेल्डची रेषा जक्मनीवर लंब आहे याची खात्ी
करणे.
• ब्ो पाईप आक्ण क्िलर रॉडमध्े योग्य प्कारे बदल/िे रिार
करून वरच्ा क्दशेने तळापासून सांधे वेल्ल्डंग सुरू करणे.
• ब्ो पाईप आक्ण क्िलर रॉडसाठी शीटच्ा पृष्ठिागाच्ा
दरम्ान आक्ण वेल्डच्ा ओळीत योग्य कोन ठे वा जेणेकरून
रूट आक्ण जोडलेले पृष्ठिाग व्वल्थित क्वतळे ल.
• क्वतळलेले डबके गुरुत्ाकष्यणामुळे जास्त साठू नये याची
खात्ी करणे.
108