
Page 131 - Welder - TP - Marathi
P. 131
• संयुक्त(जॉइंट)(जॉइंट) च्ा शेवटी खड्ा िरा आक्ण वेल्ड पूण्य करणे. • समान पायाची लांबी, एकसमान तरंगासाठी वेल्ड बीडची तपासणी
करणे आक्ण ते पृष्ठिागावरील दोषांपासून मुक्त असल्ाची खात्ी करणे.
• क्िक्सचरमधून वक्य पीस काढा आक्ण वेल्ड बीड स्वछि करणे.
कौिल् क्रम (Skill Sequence)
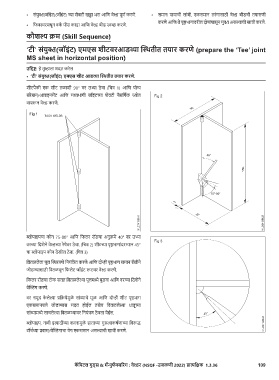
‘टटी’ संयुक्त(जॉइंट) एमएस िटीटविआडव्रा व्थितटीत तयराि किणे (prepare the ‘Tee’ joint
MS sheet in horizontal position)
उपदिष्: हे तुम्ाला मदत करेल
• ‘टटी’ संयुक्त(जॉइंट) एमएस िटीट आडव्रा व्थितटीत तयराि किणे.
शीटपैकी एक शीट तळाशी 90° वर उभ्ा ठे वा (क्चत् 1) आक्ण योग्य
संरेखन/अलाइनमेंट आक्ण मध्िागी जॉइंटच्ा शेवटी नैसक्ग्यक ज्ोत
वापरून वेल्ड करणे.
ब्ोपाइपचा कोन 75-80° आक्ण क्िलर रॉडचा अनुक्मे 40° वर उभ्ा
वरच्ा क्दशेने वेल्डच्ा रेषेवर ठे वा. (क्चत् 2) शीटच्ा पृष्ठिागांदरम्ान 45°
चा ब्ोपाइप कोन देखील ठे वा. (क्चत् 3)
क्वतळलेला पूल ल्थिरपणे क्नयंक्त्त करणे आक्ण दोन्ी पृष्ठिाग समान रीतीने
जोडण्ासाठी क्वतळवून क्िलेट जॉइंट रूटवर वेल्ड करणे.
क्िलर रॉडचा टोक सतत क्वतळलेल्ा पूलमध्े बुडवा आक्ण वरच्ा क्दशेने
वेल्ल्डंग करणे.
वर नमूद के लेल्ा प्क्क्येमुळे सांध्ाचे मूळ आक्ण दोन्ी शीट पृष्ठिाग
एकसमानपणे जोडण्ास मदत होईल तसेच क्वतळलेल्ा धातूच्ा
सांध्ामध्े साचलेल्ा क्वतळण्ावर क्नयंत्ण ठे वता येईल.
ब्ोपाइप, नळी इत्यादींच्ा वजनामुळे हाताच्ा गुरुत्ाकष्यणाच्ा क्वरूद्ध
टॉच्यच्ा प्वास/वेल्ल्डंगाचा वेग एकसमान असल्ाची खात्ी करणे.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.36 109