
Page 100 - Welder - TP - Marathi
P. 100
– पक्हल्ा कव्ररंग लेयरपेषिा कमी प्वास/वेस्ल्डंगाचा दर. वेल्डमेंट िूण्निणे स्वच्छ किणे.
– पक्हल्ा कव्ररंग लेयरमध्े वापरल्ाप्माणे इलेक्ट्ोड आक्ण चाप प्ेट्समधील कोन 90° तपासा.
लांबीचा समान कोन वापरा. आकृ ती 4. प्त्येक रन/लेयर खालील वेल्ड वैक्शष्टट्य तपासा.
क्वणण्ाची प्त्येक हालचाल एका बाजूने दुसऱ्या बाजूने जास्त धातू जमा रुं दी आक्ण उंची: एकसमान.
करेल आक्ण त्यासाठी जास्त वेळ लागेल.
स्वरूप: जवळच्ा तरंगांसह गुळगुळीत.
मणी/बीड योग्यररत्या पुन्ा चालू करणे आक्ण थांबवणे सुक्नक्चित करणे.
आकार: जास्त मजबुतीकरण न करता पूण्श क्फलेट.
वेल्डच्ा अंक्तम स्तरावरील नेहमीचा दोष म्णजे ‘एज प्ेट मेल्ेड ऑफ’.
इलेक्ट्ोडला आवश्यक मया्शदेपययंत क्वणण्ाची काळजी घेतल्ास हे दू र वेल्ड्सचा फे स: रूट रन आक्ण 1 ला कव्ररंग लेयर सपाट, अंक्तम थर
के ले जाऊ शकते जेणेकरून कडा फक् एकत्र होतील. चाप उंच असलेल्ा क्कं क्चत बक्हव्शक्र.
कडांवर कें दक्द्रत नसावा. वेल्ड्सच्ा कडा: चांगले संलयन, अंडरकट नाही, ओव्रलॅप नाही.
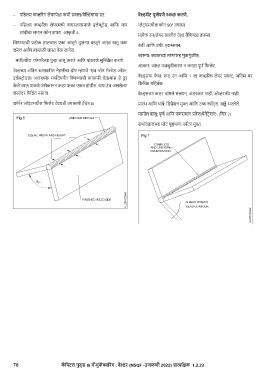
कसॉन्शर जसॉइंटमधील क्फलेट वेल्डची तपासणी (क्चत्र 6) प्ारंभ आक्ण थांबे: क्डप्ेशन मुक् आक्ण उच्च स्सॉट्स, खड्े भरलेले.
मागील बाजू: पूण्श आक्ण एकसमान प्वेश(पेनेटट्ेशन). (क्चत्र 7)
सभोवतालच्ा प्ेट पृष्ठभाग: स्ॅटर मुक्.
78 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.23