
Page 98 - Welder - TP - Marathi
P. 98
करामराचरा क्रम (Job Sequence) प्वेशराच्रा मुकु टची /कराऊनची उंची 1.6 पममी िेषिरा जरास्त
• रेखांकनानुसार जसॉब प्ेट्स आकारात तयार करणे. नराही यराची खरात्री किणे.
• प्ेट्सच्ा जोडणाऱ्या कडा आक्ण पृष्ठभाग स्वच्छ करणे. • आवश्यक असल्ास रूट रनचा फे स ग्ाईंड करणे आक्ण डट्ेस करणे.
• कोनातील लोखंडी क्जग वापरून 2.5 क्म.मी. च्ा रूट गॅपसह प्ेट्स • 4mm ø मध्म लेक्पत M.S इलेक्ट्ोडसाठी वेस्ल्डंग करंट 160 amps
ओपन कसॉन्शर जसॉइंट साठी सेट करणे. सेट करणे.
• इंटरमीक्डएट लेयर जमा करणे म्णजेच 4mmø इलेक्ट्ोड वापरून
• DC जनरेटर वापरल्ास, DCEN ध्ुवीयता क्नवडा.
थोडासा क्वणकाम गतीने रूट रनवर दुसरा रन करणे.
• ø 3.15 क्ममी मध्म कोटेड एमएस इलेक्ट्ोड आक्ण जसॉइंटच्ा आतील
बाजूस 100-110 amps करंट वापरून दोन्ी टोकांना संयुक्(जसॉइंट) • मध्वतती स्तर पूण्शपणे स्वच्छ करणे आक्ण दोषांची तपासणी करणे. दोष
(जसॉईंट) तुकड्ांवर टॅक करणे. असल्ास दुरुस्त करणे.
• सुरषिा पोशाख पररधान के ले आहेत याची खात्री करणे. क्वकृ ती क्नयंक्त्रत • दुस-या लेयरसाठी वापरल्ाप्माणे समान करंट सेक्टंग, इलेक्ट्ोड आक्ण
करण्ासाठी योग्य पद्धत वापरा. क्वस्व्ंग मोशन वापरून अंक्तम स्तर वेल्डच्ा आकारात जमा करणे.
• तपासणीसाठी अंक्तम स्तर स्वच्छ करणे.
• टॅक साफ करणे, संरेखन/अलाइनमेंट तपासा आक्ण आवश्यक
असल्ास जसॉइंट रीसेट करणे. • कसॉन्शर क्फलेट वेल्डची तपासणी करणे:
• वेस्ल्डंग टेबलवर जसॉइंट सपाट स्थितीत सेट करणे. - एकसमान आक्ण योग्य मजबुतीकरण सुक्नक्चित करणे.
• एक की होल तयार करून रूट क्डपसॉक्िट संयुक्(जसॉइंट)(जसॉईंट) मध्े - वेल्ड फे स सस्च्छद्रता, स्ॅग इनक्ुजन, न भरलेले खड्े, ओव्रलॅप
रन करणे आक्ण पूण्शप्वेश(पेनेटट्ेशन)क्मळवने. आक्ण प्ेटची धार क्वतळलेल्ा/थ्ोटची अपुरी जाडी यापासून मुक्
• रूट रन क्डस्ॅग करणे आक्ण साफ करणे आक्ण रूटप्वेश(पेनेटट्ेशन)ाचे असल्ाची खात्री करण्ासाठी.
क्नरीषिण करणे.
कौशल् क्रम (Skill Sequence)
सिराट ल्थितीत खुले कोििरा जॉइंट तयराि किणे (Prepare and make open corner joint
in flat positon)
उपदिष्: हे तुम्ाला मदत करेल
• सिराट ल्थितीत ओिन कॉन्नि जॉइंट बनवरा.
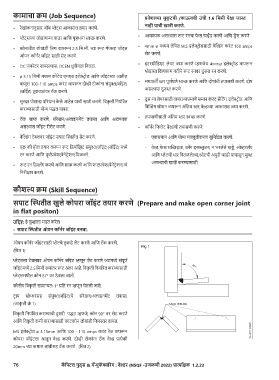
ओपन कसॉन्शर जसॉइंटसाठी प्ेटचे तुकडे सेट करणे आक्ण टॅक करणे.
(क्चत्र 1)
प्ेट्सला टेबलवर ओपन कसॉन्शर जसॉइंट म्णून सेट करणे ज्ामध्े संपूण्श
जसॉइंटमध्े 2.5 क्ममी समांतर रूट अंतर आहे. क्वकृ ती क्नयंक्त्रत करण्ासाठी
प्ेट्समधील कोन 87° वर ठे वला जातो.
कोनीय क्वकृ ती सामान्यतः 1° प्क्त रन म्णून घेतली जाते.
टट्ाय स्के अरसह संयुक्(जसॉइंट)चे संरेखन/अलाइनमेंट तपासा.
(आकृ ती क्रं 1)
क्वकृ ती क्नयंक्त्रत करण्ाची दुसरी पद्धत म्णजे, कोन 90° वर सेट करणे
आक्ण क्वकृ ती कमी करण्ासाठी काटकोन लोखंडी क्फक्सचर वापरा.
MS इलेक्ट्ोड ø 3.15mm आक्ण 100 - 110 amps करंट रेंज वापरून
कोपरा जसॉइंटला आतून वेल्ड करणे. दोन्ी टोकांना टॅक वेल्ड प्त्येकी
20mm च्ा कमाल लांबीसह टॅक करणे . (क्चत्र 2)
76 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.23