
Page 95 - Welder - TP - Marathi
P. 95
करामराचरा क्रम (Job Sequence)
• वेल्ड करण्ासाठी षिेत्र फ्ूज करणे (म्णजे आडव्ा सीटचा भाग
• रेखांकनानुसार जसॉबचे तुकडे तयार करणे.
आक्ण उभ्ा शीटचा समान भाग) आक्ण क्वतळलेल्ा पूलमध्े क्फलर
• वेल्ड करण्ासाठी शीटचा पृष्ठभाग आक्ण कडा स्वच्छ करणे. रसॉड लावा जेणेकरून जोडणीवर क्फलेट वेल्ड तयार होईल.
• शीट्स वेस्ल्डंग टेबलवर ‘T’ जसॉइंटच्ा स्वरूपात सेट करणे. • एकसमान वेल्ड बीड तयार करण्ासाठी ब्ोपाइप आक्ण क्फलर
• बॅकवेल्ड नंतर टट्ाय स्के अर वापरून लंबता तपासा. रसॉडमध्े बदल/फे रफार करणे, व योग्य प्वास/वेस्ल्डंगाचा वेग राखने.
• सुरषिा पोशाख आक्ण गॅस वेस्ल्डंग गसॉगल घाला. • वेल्डच्ा शेवटी खड्ा भरल्ानंतर जोडाच्ा डाव्ा हाताच्ा टोकाला
वेल्ड थांबवा.
• गॅस वेस्ल्डंग प्ांट सेट करणे, नोजल क्रमांक 5 क्फक् करणे आक्ण
दोन्ी वायूंसाठी 0.15 kg/sq cm दाब सेट करणे. • ज्ोत क्विवा, नोजल थंड करणे आक्ण ब्ोपाइप त्याच्ा जागी ठे वा.
• नैसक्ग्शक ज्ाला सेट करणे, 1.6 क्ममी C.C.M.S रसॉडसह मध्भागी • वेल्डमेंट स्वच्छ करणे आक्ण क्फलेट वेल्डमधील दोषांची तपासणी
देखील जोडाच्ा दोन्ी टोकांना टॅक करणे. करणे.
• टॅक के लेला भाग स्वच्छ करणे आक्ण टट्ाय स्के अरसह जसॉइंटचे संरेखन/ ल्व्हज्ुअल तिरासणी
अलाइनमेंट तपासाने. • थोडासा बक्हव्शक्रता, एकसमान रुं दी, एकसमान तरंग चांगले वेल्ड बीड
• वेस्ल्डंग टेबलवर काम/जसॉब सपाट स्थितीत ठे वा. दश्शवतात. अंडरकट, ओव्रलॅप, सस्च्छद्रता इत्यादी नसलेले वेल्ड
चांगल्ा दजा्शचे वेल्ड सुक्नक्चित करेल.
• डाव्ा बाजूच्ा तंत्राने वेस्ल्डंग सुरू करणे आक्ण सांध्ाचा उजवा हात
क्वतळवा. • अक्धक सरावासाठी जोडाच्ा दुसऱ्या बाजूला वेल्ड करणे.
कौशल् क्रम (Skill Sequence)
फ्ॅट ल्थितीत 2.00 पममी एमएस शीटवि पफलेट वेल्ड ‘टी’ जॉइंट मरािणे (Fillet weld ‘T’
joint on MS sheet 2.00mm in flat position)
उपदिष्: हे तुम्ाला मदत करेल
• सिराट ल्थितीत टी जॉइंट तयराि किणे आपण वेल्ड किणे.
‘टी’ क्फलेट जसॉइंट्सचा मोठ्ा प्माणावर उद्ोगात वापर के ला जातो,
म्णजे, अंडरफ्े म बनवणे, तेल आक्ण पाण्ाच्ा कं टेनरसाठी उभे समथ्शन
आक्ण इतर तत्सम संरचनात्मक काम.
हा एक क्कफायतशीर जसॉइंट आहे ज्ामध्े अगदी कमी काठाची तयारी
असते परंतु ऑपरेटरला योग्य सराव क्मळाल्ाक्शवाय दोषांक्शवाय (म्णजे
असमान पाय लांबी, अंडरकट इ.) वेल्ड करणे कठीण असते.
रूटप्वेश(पेनेटट्ेशन)पूण्शपणे प्ाप्त करणे आवश्यक आहे आक्ण अंडरकट
टाळणे आवश्यक आहे.
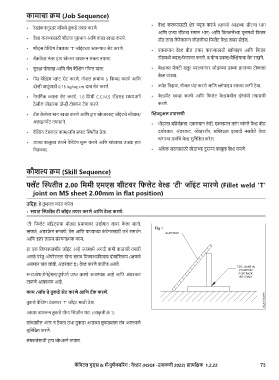
कराम /जॉब चे तुकडे सेट किणे आपण टॅक किणे.
तुकडे वेस्ल्डंग टेबलवर ‘T’ जसॉइंट साठी ठे वा.
आधार वापरून तुकडे योग्य स्थितीत धरा. (आकृ ती क्रं 1)
सांध्ातील अंतर न ठे वता उभा तुकडा आडव्ा तुकड्ाला लंब असल्ाचे
सुक्नक्चित करणे.
लंबकतेसाठी टट्ाय स्के अरने तपासा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.22 73