
Page 92 - Welder - TP - Marathi
P. 92
करामराचरा क्रम (Job Sequence)
• रेखांकनानुसार गॅस कक्टंगद्ारे प्ेटचे तुकडे करणे. • क्चक्पंग हॅमरने स्ॅग काढा आक्ण वायर ब्रशने स्वच्छ करणे.
• गॅस-कट कडा चौकोनी करणे. • काम/जसॉब धरण्ासाठी क्चमटे वापरा.
• ग्ाइंक्डंग बर्स्श काढा आक्ण वायर ब्रशने पृष्ठभाग स्वच्छ करणे. • डोळ्ांच्ा संरषिणासाठी क्चक्पंग गसॉगल घाला.
• रेखाक्चत्रानुसार तुकडे लॅप जसॉइंटच्ा स्वरूपात सेट करणे. • 4.00 क्ममी व्ासाचा मध्म लेक्पत M.S. 150-160 amps वेस्ल्डंग
करंटसह इलेक्ट्ोडचा वापर करून क्वणकामाच्ा गतीने अंक्तम
• DC मशीनच्ा बाबतीत, DCEN पोलॅररटी क्नवडा.
कव्ररंग रन जमा करणे.
संिषिक किडे घरालरा.
प्ेटच्रा विच्रा कराठरालरा पवतळण्रािरासून वराचवरा.
• दोन्ी टोकांना टॅक-वेल्ड.
• अंक्तम वेल्डमधून स्ॅग काढा आक्ण पूण्शपणे स्वच्छ करणे.
• लॅप जसॉइंट सपाट स्थितीत सेट करणे.
पफलेटचरा आकराि तिरासण्रासराठी वेल्ड गेज वराििरा.
• क्डपसॉक्िट रूट 3.15 क्ममी व्ासाचा मध्म लेक्पत M.S. 100-110 • पृष्ठभाग दोष आक्ण आकारासाठी लॅप क्फलेट वेल्डची तपासणी करणे.
amps करंटसह इलेक्ट्ोडचा वापर करून चालवा.
पफलेट कॉन्निसह 45° आपण वेल्ल्डंग लराइनसह 80° इलेक््र ोड
कोन असल्राची खरात्री किणे.
कौशल् क्रम (Skill Sequence)
सिराट ल्थितीत लॅि पफलेट संयुक्त(जॉइंट)/जॉईंट (Lap fillet joint in flat position)
उपदिष्: हे तुम्ाला मदत करेल
• लॅि पफलेट जॉइंट सिराट ल्थितीत तयराि किणे आपण वेल्ड किणे.
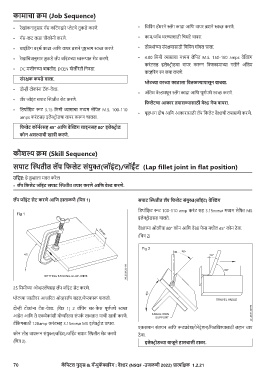
लॅि जॉइंट सेट किणे आपण हरातराळणे (पचत्र 1) सिराट ल्थितीत लॅि पफलेट संयुक्त(जॉइंट) वेल्ल्डंग
क्डपसॉक्िट रूट 100-110 amp करंट सह 3.15mmø मध्म लेक्पत MS
इलेक्ट्ोडसह चालते.
वेल्डच्ा ओळीचा 80° कोन आक्ण वेल्ड फे स मधील 45° कोन ठे वा.
(क्चत्र 2)
25 क्ममीच्ा ओव्रलॅपसह लॅप जसॉइंट सेट करणे.
प्ेटच्ा जाडीवर आधाररत ओव्रलॅप बदल/फे रफारू शकतो.
दोन्ी टोकांना टॅक-वेल्ड. (क्चत्र 1) 2 लॅक्पंग सर-फे स पूण्शपणे स्वच्छ
आहेत आक्ण ते एकमेकांशी योग्यररत्या संपक्श साधतात याची खात्री करणे.
टॅक्कं गसाठी 120amp करंटसह 3.15mmø MS इलेक्ट्ोड वापरा.
एकसमान संलयन आक्ण रूटप्वेश(पेनेटट्ेशन)क्मळक्वण्ासाठी लहान चाप
कोन लोह वापरून संयुक्(जसॉइंट)/जसॉईंट सपाट स्थितीत सेट करणे ठे वा.
(क्चत्र 2). इलेक््र ोडच्रा बराजूने हरालचराली टराळरा.
70 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.21