
Page 89 - Welder - TP - Marathi
P. 89
करामराचरा क्रम (Job Sequence)
• ज्ाळा ज्ाइंटच्ा मुळाशी ठे वा, दोन्ी कडा एकसमानपणे फ्ूज
• भरून जोडण्ासाठी शीटच्ा कडा तयार करणे.
करणे, नंतर क्फलर रसॉड क्वतळलेल्ा पूलमध्े, ‘क्पस्न सारख्ा’
• शीटस सदस्ांमध्े 90° कोनात ठे वून शीट बाहेरील कसॉन्शर जसॉइंट गतीप्माणे, स्थिरपणे हलवा आक्ण ब्ोपाइपला हलकी गोलाकार गती
म्णून सेट करणे आक्ण कडा दरम्ान 1.5 क्ममी एकसमान रूट अंतर द्ा.
ठे वा.
आग लरागू नये म्हणून फ्ेम कोन आपण पवतळलेल्रा िूलमध्े
• नोजल क्रमांक 5 क्फक् करणे आक्ण दोन्ी वायूंसाठी गॅसचा दाब
1 ते 1.5 पममी अंति ठे वरा आपण रूटचे चरांगले फ्ुजन
0.15kg/sq.cm वर समायोक्जत (ऍडजस्) करणे. .
पमळवण्रासराठी की-होल तंत्रराचरा वरािि किणे.
• क्फलर रसॉड 1.6 क्ममी व्ास C.C.M.S क्नवडा.
वेल्ड तयराि किण्रासराठी आवश्यकतेनुसराि पवतळलेल्रा
• सव्श सुरक्षिततेचे कपडे घाला आक्ण गॅस वेस्ल्डंग गसॉगल वापरा. तलरावराच्रा विच्रा कराठरावि पफलि मेटल जोडरा.
• क्फलर रसॉड जोडू न कडा फ्ूज करून जसॉइंटच्ा दोन्ी टोकांना आक्ण योग्य रूटप्वेश(िेनेट्रेशन)रासह पकं पचत बपहव्नक्र मणी/बीड
मध्भागी नैसक्ग्शक ज्ोत सेट करणे. पमळपवण्रासराठी प्वरास/वेल्ल्डंगराचरा िि आपण पफलि मेटल
जोडणे पसंक्रोनराइझ किणे.
• टट्ाय स्के अरसह संयुक्(जसॉइंट) तुकड्ांचे योग्य संरेखन/अलाइनमेंट
तपासा, टॅक साफ करणे आक्ण आवश्यक असल्ास रीसेट करणे. • खड्ा भरल्ानंतर, सांध्ाच्ा डाव्ा हाताच्ा काठावर वेस्ल्डंग थांबवा.
गिम तुकडे िकडण्रासराठी पचमटे वराििरा. • ज्ोत क्विवा, नोजल थंड करणे आक्ण ब्ोपाइप सुरक्षित क्ठकाणी ठे वा.
• वेस्ल्डंग टेबलवर टॅक के लेले जसॉइंट सपाट स्थितीत ठे वा. • वेल्डेड जसॉइंट स्वच्छ करणे आक्ण तपासने:
• ब्ोपाइप आक्ण क्फलर रसॉडला अनुक्रमे 60° ते 70° आक्ण 30° ते 40° - एकसमान वेक्वंग व कींचीत बक्हव्शक्र बीड/मनीसह थ्ोटची योग्य जाडी.
च्ा कोनात वेल्ड लाईनने धरा, जसॉइंटच्ा उजव्ा हाताच्ा काठावरुन - मण्ांची एकसमान रुं दी आक्ण उंची
वेस्ल्डंग सुरू करणे, डावीकडील तंत्राचा वापर करून डाव्ा हाताच्ा
क्दशेने जा. - मुळाजवळील सांध्ाच्ा उलट बाजूस मणीचा एकसमानप्वेश(पेनेटट्ेशन)
(मूळ संलयनाचे संके त).
कौशल् क्रम (Skill Sequence)
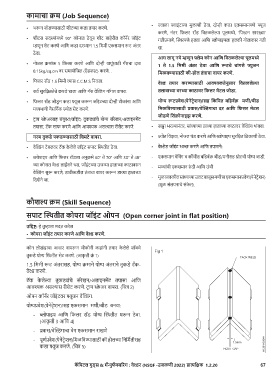
सिराट ल्थितीत कोििरा जॉइंट ओिन (Open corner joint in flat position)
उपदिष्: हे तुम्ाला मदत करेल
• कोििरा जॉइंट तयराि किणे आपण वेल्ड किणे.
कोन लोखंडाचा आधार वापरून चौकोनी कडांनी तयार के लेले जसॉबचे
तुकडे योग्य स्थितीत सेट करणे. (आकृ ती क्रं 1)
1.5 क्ममी रूट अंतरासह, योग्य क्रमाने योग्य अंतराने तुकडे टॅक-
वेल्ड करणे.
टॅक के लेल्ा तुकड्ांचे संरेखन/अलाइनमेंट तपासा आक्ण
आवश्यक असल्ास रीसेट करणे. टट्ाय स्के अर वापरा. (क्चत्र 2)
ओपन कसॉन्शर जसॉइंटवर फ्ूजन वेस्ल्डंग.
योग्यप्वेश(पेनेटट्ेशन)ासह एकसमान मणी/बीड बनवा:
- ब्ोपाइप आक्ण क्फलर रसॉड योग्य स्थितीत धरून ठे वा.
(आकृ ती 3 आक्ण 4)
- प्वास/वेस्ल्डंगाचा वेग एकसमान राखणे
- पूण्शप्वेश(पेनेटट्ेशन)क्मळक्वण्ासाठी की होलच्ा क्नक्म्शतीसह
कडा फ्ूज करणे. (क्चत्र 5)
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.20 67