
Page 86 - Welder - TP - Marathi
P. 86
करामराचरा क्रम (Job Sequence)
• रेखांकनानुसार गॅस कक्टंग/हॅक्सॉ कक्टंगद्ारे प्ेट कट करणे.
• कडा चौरस फाइल करणे.
• प्ेट्सच्ा जोडणीच्ा कडा आक्ण पृष्ठभाग स्वच्छ करणे.
• संरषिणात्मक कपडे घाला.
• रेखांकनानुसार तुकडे T च्ा स्वरूपात सेट करणे आक्ण दोन्ी टोकांना
टॅक-वेल्ड करणे.
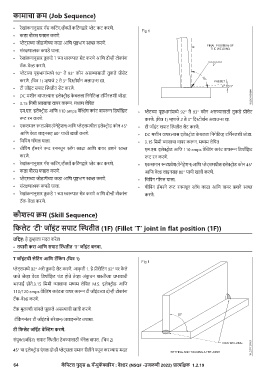
• प्ेटच्ा पृष्ठभागांमध्े 92° ते 93° कोन असण्ासाठी तुकडे प्ीसेट
करणे. (क्चत्र 1) म्णजे 2 ते 3° क्दस्ोश्शन अलाउन्स द्ा.
• टी जसॉइंट सपाट स्थितीत सेट करणे.
• DC मशीन वापरल्ास इलेक्ट्ोड के बलला क्नगेक्टव् टक्म्शनलशी जोडा.
• 3.15 क्ममी व्ासाचा वापर करून. मध्म लेक्पत
एम.एस. इलेक्ट्ोड आक्ण 110 amps वेस्ल्डंग करंट वापरून क्डपसॉक्िट • प्ेटच्ा पृष्ठभागांमध्े 92° ते 93° कोन असण्ासाठी तुकडे प्ीसेट
रूट रन करणे. करणे. (क्चत्र 1) म्णजे 2 ते 3° क्दस्ोश्शन अलाउन्स द्ा.
• एकसमान रूटप्वेश(पेनेटट्ेशन)आक्ण प्ेट्समधील इलेक्ट्ोड कोन 45° • टी जसॉइंट सपाट स्थितीत सेट करणे.
आक्ण वेल्ड लाइनसह 80° याची खात्री करणे. • DC मशीन वापरल्ास इलेक्ट्ोड के बलला क्नगेक्टव् टक्म्शनलशी जोडा.
• क्चक्पंग गसॉगल घाला. • 3.15 क्ममी व्ासाचा वापर करून. मध्म लेक्पत
• चीक्पंग हॅमरने रूट रनमधून स्ॅग काढा आक्ण वायर ब्रशने स्वच्छ एम.एस. इलेक्ट्ोड आक्ण 110 amps वेस्ल्डंग करंट वापरून क्डपसॉक्िट
करणे. रूट रन करणे.
• रेखांकनानुसार गॅस कक्टंग/हॅक्सॉ कक्टंगद्ारे प्ेट कट करणे. • एकसमान रूटप्वेश(पेनेटट्ेशन)आक्ण प्ेट्समधील इलेक्ट्ोड कोन 45°
• कडा चौरस फाइल करणे. आक्ण वेल्ड लाइनसह 80° याची खात्री करणे.
• प्ेट्सच्ा जोडणीच्ा कडा आक्ण पृष्ठभाग स्वच्छ करणे. • क्चक्पंग गसॉगल घाला.
• संरषिणात्मक कपडे घाला. • चीक्पंग हॅमरने रूट रनमधून स्ॅग काढा आक्ण वायर ब्रशने स्वच्छ
• रेखांकनानुसार तुकडे T च्ा स्वरूपात सेट करणे आक्ण दोन्ी टोकांना करणे.
टॅक-वेल्ड करणे.
कौशल् क्रम (Skill Sequence)
पफलेट ‘टी’ जॉइंट सिराट ल्थितीत (1F) (Fillet ‘T’ joint in flat position (1F))
उपदिष्: हे तुम्ाला मदत करेल
• तयरािी किरा आपण सिराट ल्थितीत ‘T’ जॉइंट बनवरा.
T जॉइंटची सेपटंग आपण टॅपकं ग (पचत्र 1)
प्ेट्समध्े 92° असे तुकडे सेट करणे. आकृ ती 1. हे प्ीसेक्टंग 92° वर के ले
जाते जेंव्ा वेल्ड क्डपसॉक्िट थंड होते तेव्ा अंकु चन शक्ींच्ा प्भावाची
भरपाई होते.3.15 क्ममी व्ासाचा मध्म लेक्पत M.S. इलेक्ट्ोड आक्ण
110/120 amps वेस्ल्डंग करंटचा वापर करून टी जसॉइंटच्ा दोन्ी टोकांना
टॅक-वेल्ड करणे.
टॅक मुळाशी चांगले जुळले असल्ाची खात्री करणे.
टॅक्कं गनंतर टी जसॉइंटचे संरेखन/अलाइनमेंट तपासा.
टी पफलेट जॉईंट वेल्ल्डंग किणे.
संयुक्(जसॉइंट) सपाट स्थितीत ठे वण्ासाठी चॅनेल वापरा. (क्चत्र 2)
45° चा इलेक्ट्ोड एं गल दोन्ी प्ेट्सला समान रीतीने फ्ूज करण्ास मदत
64 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.19