
Page 87 - Welder - TP - Marathi
P. 87
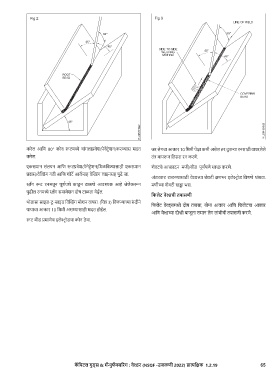
करेल आक्ण 80° कोन रूटमध्े चांगलाप्वेश(पेनेटट्ेशन)करण्ास मदत जर लेगचा आकार 10 क्ममी पेषिा कमी असेल तर दुसऱ्या रनसाठी वापरलेले
करेल. तंत्र वापरून क्तसरा रन करणे.
एकसमान संलयन आक्ण रूटप्वेश(पेनेटट्ेशन)क्मळक्वण्ासाठी एकसमान शेवटचे आच्छादन मणी/बीड पूण्शपणे स्वच्छ करणे.
प्वास/वेस्ल्डंग गती आक्ण शसॉट्श आक्श सह वेस्ल्डंग लाइनसह पुढे जा.
अंडरकट टाळण्ासाठी वेल्डच्ा शेवटी षिणभर इलेक्ट्ोड क्वणणे थांबवा.
स्ॅग रूट रनमधून पूण्शपणे काढू न टाकणे आवश्यक आहे जेणेकरून मणीच्ा शेवटी खड्ा भरा.
पुढील रनमध्े स्ॅग समावेशन दोष टाळता येईल.
पफलेट वेल्डची तिरासणी
थोडासा साइड-टू -साइड क्वस्व्ंग मोशन वापरा. (क्चत्र 3) क्वणण्ाच्ा रुं दीने क्फलेट वेल्ड्समध्े दोष तपासा, योग्य आकार आक्ण क्फलेटचा आकार
पायाचा आकार 10 क्ममी असण्ासाठी मदत होईल.
आक्ण वेल्डच्ा दोन्ी बाजूला समान लेग लांबीची तपासणी करणे.
रूट बीड प्माणेच इलेक्ट्ोडचा कोन ठे वा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.19 65