
Page 96 - Welder - TP - Marathi
P. 96
क्वतळलेला पूल तयार करण्ासाठी टॅक वेल्ड आक्ण पॅरेंट मेटल एकत्र
करून जोडाच्ा उजव्ा हाताच्ा टोकाला वेस्ल्डंग सुरू करणे. ब्ोपाइप
डाव्ा क्दशेने 60° ते 70° च्ा कोनात आक्ण क्फलर रसॉड 30 ते 40 च्ा कोनात
टट्ॅव्ल ठे वा. ब्ो पाईप आक्ण क्फलर रसॉड जसॉइंटच्ा 2 पृष्ठभागांदरम्ान
45° वर धरले पाक्हजेत. हे रूटप्वेश(पेनेटट्ेशन)सुक्नक्चित करेल. दोन्ी तुकडे
एकसमान क्वतळले आहेत याची खात्री करण्ासाठी क्वतळलेल्ा धातूकडे
बारकाईने लषि द्ा. तुकडे एकसमान क्वतळत नसल्ास ब्ोपाइपचा कोन
बदल/फे रफारा. क्वतळलेला पूल तयार िाल्ावर क्वतळलेल्ा तलावाच्ा
मध्भागी क्फलर रसॉड जोडा. ज्ाला (ब्ोपाइप) आक्ण क्फलर रसॉडला
क्पस्नप्माणे हलकी हालचाल देणे.
ब्ोपाइप आक्ण क्फलर रसॉडचा प्वास/वेस्ल्डंग दर रूट आक्ण दोन्ी
शीटमध्े समानप्वेश(पेनेटट्ेशन)सुरक्षित करण्ासाठी आक्ण समान लेग
लांबीचे क्फलेट वेल्ड तयार करण्ासाठी समायोक्जत (ऍडजस्) करणे.
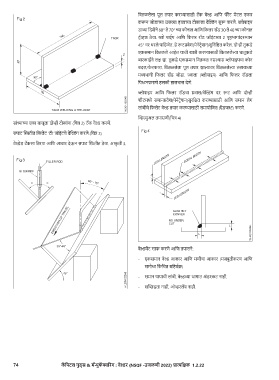
स्व्ज्ुअल तपासणी(क्चत्र 4)
सांध्ाच्ा एका बाजूला दोन्ी टोकांना (क्चत्र 2) टॅक वेल्ड करणे.
सपाट स्थितीत क्फलेट ‘टी’ जसॉइंटचे वेस्ल्डंग करणे.(क्चत्र 3)
वेल्डेड टॅकला क्तरपा आक्ण आधार देऊन सपाट स्थितीत ठे वा. आकृ ती 3.
वेल्डमेंट साफ करणे आक्ण तपासने:
- एकसमान वेल्ड आकार आक्ण मणीचा आकार (मजबुतीकरण आक्ण
समोच्च क्कं क्चत बक्हव्शक्र)
- समान पायाची लांबी, वेल्डच्ा भागात अंडरकट नाही.
- सस्च्छद्रता नाही, ओव्रलॅप नाही.
74 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.22