
Page 99 - Welder - TP - Marathi
P. 99
जोडलेल्रा कडरा िूण्निणे स्वच्छ आहेत आपण सुिषिरा िोशराख
िरििरान के ले आहेत यराची खरात्री किणे.
क्चक्पंग हॅमर आक्ण वायर ब्रश वापरून टॅक क्डस्ॅग करणे आक्ण साफ
करणे.
रूट रन च्ा क्डपसॉक्िशन.
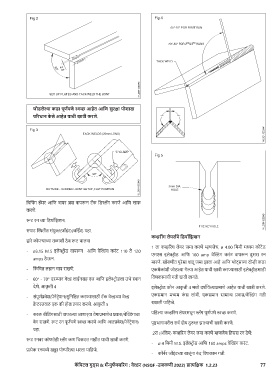
सपाट स्थितीत संयुक्(जसॉइंट)(जसॉईंट) पहा.
कव्हिींग लेयस्नचे पडिॉपझशन
द्ारे कोपऱ्याच्ा तळाशी ठे व रूट चालवा
1 ला कव्ररंग लेयर जमा करणे म्णजेच, ø 4.00 क्ममी मध्म कोटेड
- ø3.15 M.S इलेक्ट्ोड वापरून आक्ण वेस्ल्डंग करंट 110 ते 120 एमएस इलेक्ट्ोड आक्ण 160 amp वेस्ल्डंग करंट वापरून दुसरा रन
amps ठे ऊन.
मारणे. खोबणीत पुरेसा धातू जमा िाला आहे आक्ण प्ेट्सच्ा दोन्ी कडा
- क्कं क्चत लहान चाप राखणे. एकमेकांशी जोडल्ा गेल्ा आहेत याची खात्री करण्ासाठी इलेक्ट्ोडसाठी
- 60° - 70° दरम्ान वेल्ड लाईनसह एज आक्ण इलेक्ट्ोडला उभे थिान क्वणकामाची गती द्ावी लागते.
देणे. आकृ ती 4 इलेक्ट्ोड कोन आकृ ती 4 मध्े दश्शक्वल्ाप्माणे आहेत याची खात्री करणे.
- संपूण्शप्वेश(पेनेटट्ेशन)सुक्नक्चित करण्ासाठी टॅक वेल्डच्ा वेल्ड एकसमान मध्म कं स लांबी, एकसमान सामान्य प्वास/वेस्ल्डंग गती
क्रे टरजवळ एक की होल तयार करणे. आकृ ती 5 राखली पाक्हजे.
- सरळ बीक्डंगसाठी वापरल्ा जाणार् या वेगाप्माणेच प्वास/वेस्ल्डंगाचा पक्हल्ा कव्ररंग लेयरमधून स्ॅग पूण्शपणे स्वच्छ करणे.
वेग राखणे. रूट रन पूण्शपणे स्वच्छ करणे आक्ण आतप्वेश(पेनेटट्ेशन) पृष्ठभागावरील सव्श दोष दुरुस्त िाल्ाची खात्री करणे.
पहा.
2रा (अंक्तम) कव्ररंग लेयर जमा करणे म्णजेच क्तसरा रन देणे:
रूट रनवर कोणतेही स्ॅग कण क्चकटत नाहीत याची खात्री करणे.
- ø 4 क्ममी M.S. इलेक्ट्ोड आक्ण 160 amps वेस्ल्डंग करंट.
प्त्येक रनमध्े खड्ा योग्यररत्या भरला पाक्हजे.
- कसॉन्शर जसॉइंटच्ा बाजूंना रुं द क्वणकाम गती.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.23 77