
Page 102 - Welder - TP - Marathi
P. 102
करामराचरा क्रम (Job Sequence)
• रेखांकनानुसार काम/जसॉब तयार करणे आक्ण कडा स्वच्छ करणे. • ब्ोपाइप आक्ण (2 क्ममी ø) क्फलर रसॉडच्ा योग्य कोनासह डावीकडे
• लॅप जसॉइंट तयार करण्ासाठी वेस्ल्डंग टेबलवर काम/जसॉब सेट करणे. तंत्र वापरून वेस्ल्डंग सुरू करणे.
• गॅस वेस्ल्डंग प्ांट सेट करणे, नोजल क्र. 5 क्फक् करणे आक्ण दोन्ी • कडा एकसमान फ्ूज करणे, योग्य रूट फ्ूजन आक्ण मजबुतीकरण
वायूंसाठी 0.15 क्कलो/sq सेमी दाब सेट करणे. प्ाप्त करण्ासाठी क्फलर मेटल जोडा आक्ण डावीकडे जा. लॅप
जसॉइंटमधील शीष्श सदस्ावर ज्ोत कें दक्द्रत करू नका.
• क्फलर रसॉड 1.6 mm ø C.C.M.S टॅक्कं गसाठी आक्ण 2.00 mm ø
वेस्ल्डंगसाठी क्नवडा. • एकसमान वेल्ड बीड तयार करण्ासाठी योग्य प्वास/वेस्ल्डंगाचा वेग,
तसेच ब्ोपाइप आक्ण क्फलर रसॉडमध्े बदल/फे रफार करणे.
सुिषिरा िोशराख घरालरा आपण गॅस वेल्ल्डंग गॉगल वराििरा.
• खड्ा भरल्ानंतर डाव्ा टोकाला थांबा आक्ण वेल्ड पूण्श करणे.
• नैसक्ग्शक ज्ोत सेट करणे.
• ज्ोत क्विवा, नोजल पाण्ात थंड करणे आक्ण ब्ोपाइप त्याच्ा जागी
• 1.6 क्ममी ø क्फलर रसॉड वापरून दोन्ी टोकांना आक्ण मध्भागी क्सलेंडरच्ा टट्सॉलीवर ठे वा.
देखील टॅक करणे.
• वेल्डेड जसॉइंट स्स्ल वायर ब्रशने स्वच्छ करणे.
• तुकड्ांचे संरेखन/अलाइनमेंट तपासा, टॅक स्वच्छ करणे आक्ण वेस्ल्डंग
टेबलवर सपाट स्थितीत ठे वा.
कौशल् क्रम (Skill Sequence)
OAW द्रािे MS वि लॅि जॉइंट बनवरा (Make the lap joint on MS by OAW)
उपदिष्: हे तुम्ाला मदत करेल
• OAW द्रािे MS वि लॅि जॉइंट बनवरा
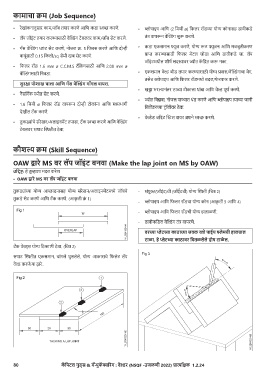
तुकड्ांच्ा योग्य आच्छादनासह योग्य संरेखन/अलाइनमेंटमध्े जसॉबचे - संयुक्(जसॉइंट)ची (जसॉईंटची) योग्य स्थिती (क्चत्र 2)
तुकडे सेट करणे आक्ण टॅक करणे. (आकृ ती क्रं 1)
- ब्ोपाइप आक्ण क्फलर रसॉडचा योग्य कोन (आकृ ती 3 आक्ण 4)
- ब्ोपाइप आक्ण क्फलर रसॉडची योग्य हाताळणी.
- डावीकक्डल वेस्ल्डंग तंत्र वापरणे.
विच्रा प्ेटच्रा कराठराच्रा जवळ ब्ो िराईि फ्ेमची हरालचराल
टराळरा. हे प्ेटच्रा कराठरावि पवतळलेले िोष टराळे ल.
टॅक वेल्ड्स योग्य क्ठकाणी ठे वा. (क्चत्र 2)
सपाट स्थितीत एकसमान, चांगले घुसलेले, योग्य आकाराचे क्फलेट लॅप
वेल्ड करणे.या द्ारे..
80 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.24