
Page 105 - Welder - TP - Marathi
P. 105
• क्दलेल्ा डट् सॉईंगनुसार 12 क्ममी जाडीच्ा दोन प्ेट्स गॅस कक्टंगने
सरळ कापून त्या आकारात ग्ाइंड करणे.
ठे वा.)
• गॅस कक्टंगद्ारे प्त्येक प्ेटच्ा कडांना 30° कोनात बेवेल करणे आक्ण
रेखांकनानुसार रूट फे स फाइल करणे. बेव्ल करण्ाचा संदभ्श घ्ा. • वेस्ल्डंग स्के अर बट जसॉइंटसारखा रूट रन करून खड्े भरणे.
• रूट फे स योग्य क्वतळणे आक्ण मुळांमध्े प्वेश(पेनेटट्ेशन)करणे
• प्ेट्स घाण, पाणी, तेल, ग्ीस, पेंट इत्यादीपासून स्वच्छ करणे.
सुक्नक्चित करण्ासाठी की होल राखण्ासाठी क्वशेष काळजी घ्ा.
• प्ेट्स बट जसॉइंटच्ा स्वरूपात उलट्या ठे वा आक्ण योग्य रूट अंतर
ठे वा. • 4 क्ममी मध्म कोटेड इलेक्ट्ोड आक्ण 150-160 अँक्पअर करंट, शसॉट्श
आक्श आक्ण इलेक्ट्ोडचे योग्य क्वणकाम वापरून दुसरा रन/अधूनमधून
• जसॉइंटच्ा प्त्येक बाजूला 1.5° क्वरूपण अलाउन्स ठे वा. रन जमा करणे. जास्त क्वणकाम टाळा आक्ण सामान्य प्वास/वेस्ल्डंगाचा
• सव्श संरषिणात्मक कपडे घाला. वेग सुक्नक्चित करणे.
• 3.15 क्ममी मध्म लेक्पत एमएस इलेक्ट्ोड वापरा आक्ण 110 अँक्पअर • आवश्यक तेथे खड्ा भरावा.
करंट सेट करणे. डीसी वेस्ल्डंग मशीनच्ा बाबतीत इलेक्ट्ोड के बलला • नाश.
मशीनच्ा क्नगेक्टव् टक्म्शनलशी जोडा.
• दुसऱ्या रनसाठी वापरलेले समान पॅरामीटर आक्ण तंत्र वापरून क्तसरा
• प्ेट्सच्ा मागील बाजूस शेवटच्ा बाजूला टॅक वेल्ड करणे. टॅकची रन/कव्ररंग रन जमा करणे. 1 ते 1.5 क्ममी योग्य मजबुतीकरण
लांबी 20 क्ममी असावी. सुक्नक्चित करणे आक्ण अंडरकट टाळा.
• टॅक वेल्ड क्डस्ॅग करणे आक्ण स्वच्छ करणे. • कोणत्याही पृष्ठभागाच्ा वेल्ड दोषाची तपासणी करणे.
• टेबलवर टॅक वेल्डेड जसॉब सपाट स्थितीत ठे वा ( व्ी भाग वरच्ा बाजूने
कौशल् क्रम (Skill Sequence)
सिराट ल्थितीत एमएसवि पसंगल ‘व्ही’ बट जॉइंट तयराि किणे आपण बनपवने (Prepare a
make single ‘v’ butt joint on MS in flat position)
उपदिष्: हे तुम्ाला मदत करेल
• सिराट ल्थितीत एमएसवि पसंगल ‘व्ही’ बट जॉइंट बनवरा
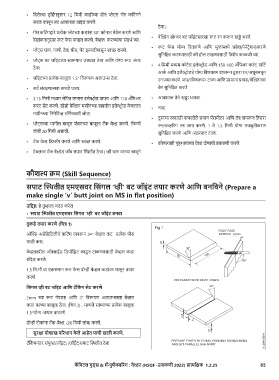
तुकडे तयराि किणे (पचत्र 1)
ऑस्क्-असेक्सक्टलीचे कक्टंग वापरून 3०° बेव्ल कट प्त्येक पीस
साठी करा.
बेव्लवरील ऑक्ाईड क्डपसॉक्िट काढू न टाकण्ासाठी बेव्ल कडा
ग्सॉइंड करणे.
1.5 क्म.मी.चा एकसमान रूट फे स दोन्ी बेव्ल कडांवर घासून तयार
करणे.
पसंगल व्ही बट जॉइंट आपण टॅपकं ग सेट किणे
2mm च्ा रूट गॅपसह आक्ण 3° क्वरूपण अलाउन्ससह बेव्ल
कडा वरच्ा बाजूला ठे वा. (क्चत्र 2) . म्णजे सांध्ाच्ा प्त्येक बाजूला
1.5°योग्य आधार वापरणे.
दोन्ी टोकांना टॅक-वेल्ड. (20 क्ममी लांब) करणे.
सुिषिरा िोशराख िरििरान के ले आहेत यराची खरात्री किणे.
टॅक्कं गनंतर संयुक्(जसॉइंट) (जसॉईंट)सपाट स्थितीत ठे वा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.25 83