
Page 110 - Welder - TP - Marathi
P. 110
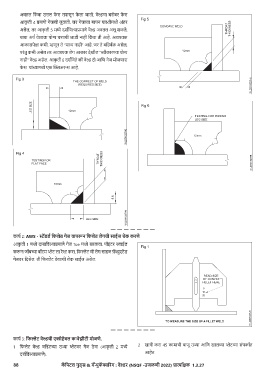
अवतल क्कं वा उत्ल िे स तपासून के ला जातो. वेल्डचा बरोबर िे स
आकृ ती 4 प्माणे गेजशी जुळतो. जर गेजच्ा मापन शक्तीमध्े अंतर
असेल, तर आकृ ती 5 मध्े दश्यक्वल्ाप्माणे वेल्ड अवतल असू शकते.
याचा अर्थ्य वेल्डला योग्य घशाची जाडी नाही क्कं वा ती आहे. आवश्यक
आकारापेषिा कमी. म्णून ते “मान् नाही” आहे. जर ते बक्हव्यक् असेल,
परंतु कमी असेल तर आवश्यक लेग आकार देखील “स्वीकारण्ा योग्य
नाही” वेल्ड असेल. आकृ ती 6 दश्यक्वते की वेल्ड टो आक्ण गेज मोजणारा
िे स यांच्ामध्े एक ल्लिअरन्स आहे.
काय्य 2: AWS - स्टॅंडड्य पफलेत गेज वरािरून पफलेत लेगचटी सराईज चेक किणे
आकृ ती 1 मध्े दाखक्वल्ाप्माणे गेज Toe मध्े सरकवा. पॉइंटर स्ाईड
करून जॉबच्ा बॉटम प्ेट ला रेस्ट करा. क्िल्ेट ची लेग साइज ग्लॅज्ुएटेड
गेजवर क्दसेल. ती क्िल्ेट वेल्डची लेक साईज असेल.
काय्य 3: पफल्ेट वेल्डचटी एक्ेप्ेिल कन्ेझटीटटी मोजणे.
1 क्िलेट वेल्ड जॉइंटच्ा उभ्ा प्ेटवर गेज ठे वा (आकृ ती 2 मध्े 2 खात्ी करा 45 कामाची बाजू उभ्ा आक्ण खालच्ा प्ेटच्ा संपका्यत
दश्यक्वल्ाप्माणे). आहेत.
88 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.27