
Page 113 - Welder - TP - Marathi
P. 113
करामराचरा क्रम (Job Sequence)
• ड्र ॉइंग नुसार जॉब चे तुकडे तयार करा. • 0.15kg/sq cm गलॅस दाब क्नवडा.
• लोखंडी तुकड्ांचे एजेस आक्ण सरिे स साि करणे. • आवश्यक सुरक्षिततेचे सव्य क्नयम पाळणे.
• 1.5mm चा रूट गलॅप ठे वून स्के अर बट जॉईंट करण्ासाठी जॉब सेट • वेल्ड शीट टलॅक करणे आक्ण एकसमान रूट गलॅप अलाइनमेंट चेक
करणे. करणे.
• नोझल नंबर 5 आक्ण सीसीएमएस िील्ार रॉड 1.6mm व्ासाचा • आडव्ा पोक्झशनमध्े क्संगल रन जॉईंट वेल्ड करणे.
क्नवडणे.
• वेल्डेड एररया साि करणे.
कौिल् क्रम (Skill Sequence)
आडव्रा व्थितटीत एमएस वि चौिस िट संयुक्त(जॉइंट)(जॉइंट) किणे (Make the square
butt joint on MS in horizontal position)
उपदिष्: हे तुम्ाला मदत करेल
• MS वि चौकोनटी िट जॉइंट आडव्रा व्थितटीत िनवरा.
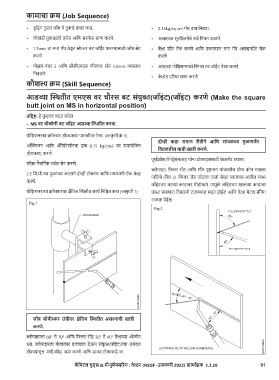
पोक्झशनरचा क्ॉसबार डोळ्ाच्ा पातळीवर ठे वा. (आकृ ती क्ं 1)
िोन्टी कडरा समरान िटीतटीने आपण सरांध्राच्रा मुळरािययंत
ऑल्सिजन आक्ण अलॅक्सक्टलीनचा दाब 0.15 kg/cm2 वर समायोक्जत
पवतळतटील यराचटी खरात्टी किणे.
(ऍडजस्ट) करणे.
पूण्यप्वेश(पेनेट्रेशन)सह योग्य प्ोिाइलसाठी वेल्डमेंट तपासा.
सॉफ्ट नैसक्ग्यक ज्ोत सेट करणे.
ब्ोपाइप, क्िलर रॉड आक्ण शीट पृष्ठिाग यांच्ातील योग्य कोन राखला
2.5 क्म.मी.च्ा मुळांच्ा अंतराने दोन्ी टोकांना आक्ण मध्िागी टलॅक-वेल्ड पाक्हजे (क्चत् 2). क्िलर रॉड जोडला जातो जेव्ा ज्ालाचा आतील गािा
करणे.
जॉइंटच्ा वरच्ा काठावर पोहोचतो. यामुळे जॉइंटच्ा खालच्ा काठाचा
पोक्झशनरच्ा क्ॉसबारवर षिैक्तज ल्थितीत काय्य क्नक्चित करा (आकृ ती 1) जास्त प्माणात क्वतळणे टाळण्ात मदत होईल आक्ण वेल्ड मेटल सलॅक्गंग
टाळता येईल.
जॉि सोयटीस्कि उंचटीवि षिैपतज व्थितटीत असल्राचटी खरात्टी
किणे.
ब्ोपाइपला 60° ते 70° आक्ण क्िलर रॉड 30° ते 40° वेल्डच्ा ओळीत
धरा. ब्ोपाइपला गोलाकार हालचाल देऊन संयुक्त(जॉइंट)ाच्ा उजव्ा
टोकापासून मणी/बीड जमा करणे आक्ण डाव्ा टोकाकडे जा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.28 91