
Page 115 - Welder - TP - Marathi
P. 115
करामराचरा क्रम (Job Sequence)
तयरािटी किणे • प्ेटच्ा डाव्ा बाजूला सुरू करणे इलेक््रोड पॉइंक्टंग पृष्ठिागावर 70°
• रेखाक्चत्ानुसार प्ेट क्चन्ांक्कत करणे आक्ण कट करणे. पृष्ठिाग साि ते 80° कोनात वरच्ा क्दशेने ठे वा.पायाचा धातू वेल्ड क्दशा देण्ासाठी
करणे आक्ण लाईन पंच करण्ापूववी कडा िाइल करणे. 70° ते 80° प्वास/वेल्ल्डंग कोन वापरा.
• जॉब ड्र ॉइंगवर ल््रिब लाइन माक्य करून पंच करणे. • क्चक्पंग हातोड्ाने स्लॅग काढा आक्ण मणी वायर ब्रशने स्वछि करणे.
• 3.15 क्ममी इलेक््रोड क्नवडा आक्ण 110 amps सेट करणे आक्ण मणटी/िटीड तिरासणटी
DCEN वापरा. काम/जॉब षिैक्तज ल्थितीमध्े सेट करणे. • अंडर-कट, स्लॅग इनलिुशन, ओव्रललॅप इत्यादी सारख्ा पृष्ठिागावरील
• क्वतळलेल्ा धातूचा सलॅक्गंग टाळण्ासाठी, शॉट्य इ. वापरा. दोषांसाठी मणी/बीड वेल्डची तपासणी करणे.
• उत्ल मणी/बीड स्लॅगला अडकवेल.
कौिल् क्रम (Skill Sequence)
एमएस प्ेटवि 10 पममटी वेल्ड सिळ िेषरा मणटी/िटीड आडव्रा व्थितटीत किणे. (Weld straight
line bead on MS plate 10mm in horizontal position)
उपदिष्: हे तुम्ाला मदत करेल
• एमएस प्ेटवि 10 पममटी आडव्रा व्थितटीत सिळ िेषेचरा मणटी/िटीड तयराि किणे आपण वेल्ड किणे.
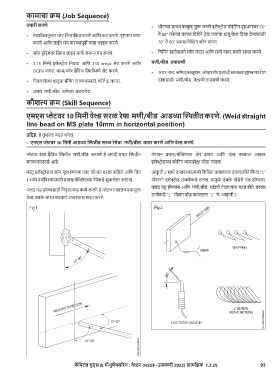
प्ेटवर वेल्ड षिैक्तज ल्थितीत मणी/बीड बनवणे हे अगदी सपाट ल्थितीत वेगवान प्वास/वेल्ल्डंगाचा वेग वापरा आक्ण वेल्ड डब्ाचा आकार
बनवण्ासारखे आहे. इलेक््रोडच्ा कोक्टंग व्ासापेषिा मोठा नसावा.
परंतु इलेक््रोडचा कोन पृष्ठिागाच्ा एका कोनात धरला पाक्हजे आक्ण क्चत् आकृ ती 2 मध्े दाखवल्ाप्माणे क्कं क्चत चाबकाच्ा हालचालीने क्कं वा “C”
1 मध्े दश्यक्वल्ाप्माणे प्वास/वेल्ल्डंगाच्ा रेषेकडे झुकलेला असावा. मोशनने इलेक््रोड उजवीकडे हलवा. यामुळे डबके र्थोडेसे र्थंड होण्ास,
जलद घट्ट होण्ास आक्ण मणी/बीड सांडणे टाळण्ास मदत होते. वरच्ा
जलद र्थंड होण्ासाठी क्वद् तप्वाह कमी करणे. हे प्ेटच्ा खालच्ा बाजूला
वेल्ड डबके जास्त लटकणे टाळण्ास मदत करते. डावीकडे “C” मोशन पॉज वापरताना “C” चे. आकृ ती 2
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.29 93