
Page 118 - Welder - TP - Marathi
P. 118
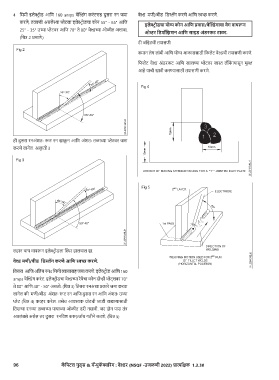
4 क्ममी इलेक््रोड आक्ण 160 amps वेल्ल्डंग करंटसह दुसरा रन जमा वेल्ड मणी/बीड क्डस्लॅग करणे आक्ण स्वछि करणे.
करणे, तळाशी असलेल्ा प्ेटला इलेक््रोडचा कोन 55° - 65° आक्ण
इलेक्ट् ोडचरा योग्य कोन आपण प्वरास/वेव्ल्डंगराचरा वेग वरािरून
25° - 35° उभ्ा प्ेटवर आक्ण 70° ते 80° वेल्डच्ा ओळीत असावा.
ओहिि पडिॉपझिन आपण सराइड अंडिकट टराळरा.
(क्चत् 2 प्माणे.)
टी जॉइंटची तपासणी
समान लेग लांबी आक्ण योग्य आकारासाठी क्िलेट वेल्डची तपासणी करणे.
क्िलेट वेल्ड अंडरकट आक्ण खालच्ा प्ेटवर जास्त ललॅक्पंगपासून मुक्त
आहे याची खात्ी करण्ासाठी तपासणी करणे.
ही दुसरा रनअंशतः रूट रन झाकू न आक्ण अंशतः तळाच्ा प्ेटवर जमा
करणे लागेल. आकृ ती 3
लहान चाप वापरून इलेक््रोडला ल्थिर हालचाल द्ा.
वेल्ड मणटी/िटीड पडस्ॅग किणे आपण स्वच्छ किणे.
क्तसरा आक्ण अंक्तम रन4 क्ममी व्ासासह जमा करणे. इलेक््रोड आक्ण 160
amps वेल्ल्डंग करंट. इलेक््रोडचा वेल्डच्ा रेषेचा कोन दोन्ी प्ेट्सवर 70°
ते 80° आक्ण 40° - 50° असतो. (क्चत् 3) क्तसरा रनअशा प्कारे जमा करवा
लागेल की मणी/बीड अंशतः रूट रन आक्ण दुसरा रन आक्ण अंशतः उभ्ा
प्ेट (क्चत् 4) कव्र करेल. तसेच आवश्यक थ्ोटची जाडी राखण्ासाठी
क्तसऱ्या रनच्ा तळाच्ा पायाच्ा ओळीत दरी नसावी. जर दोन पास तंत्
अवलंबले असेल तर दुसरा रनक्वण काम/जॉब गतीने करणे. (क्चत् 5)
96 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.30