
Page 117 - Welder - TP - Marathi
P. 117
करामराचरा क्रम (Job Sequence)
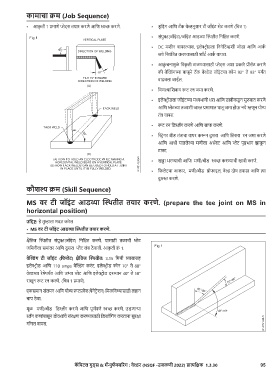
• आकृ ती 1 प्माणे प्ेट्स तयार करणे आक्ण स्वछि करणे. • ड्र ॉइंग आक्ण टलॅक वेल्डनुसार टी जॉइंट सेट करणे (क्चत् 1)
• संयुक्त(जॉइंट)/जॉइंट आडव्ा ल्थितीत क्नक्चित करणे.
• DC मशीन वापरल्ास, इलेक््रोडला क्नगेक्टव्शी जोडा आक्ण आक्य
ब्ो क्नयंक्त्त करण्ासाठी शॉट्य आक्य वापरा.
• आकुं चनामुळे क्वकृ ती टाळण्ासाठी प्ेट्स अशा प्कारे प्ीसेट करणे
की वेल्ल्डंगच्ा बाजूने टलॅक वेल्डेड जॉइंटचा कोन 92° ते 93° पययंत
वाढवला जाईल.
• क्वणल्ाक्शवाय रूट रन जमा करणे.
• इलेक््रोडला जॉइंटच्ा मध्िागी धरा आक्ण डावीकडू न सुरुवात करणे
आक्ण प्ेटच्ा तळाशी जास्त प्माणात धातू जमा होऊ नये म्णून योग्य
तंत् वापरा.
• रूट रन क्डस्लॅग करणे आक्ण साि करणे.
• ल्स्ट्रंगर बीड तंत्ाचा वापर करून दुसरा आक्ण क्तसरा रन जमा करणे
आक्ण आधी घातलेल्ा मणीला अध्यवट आक्ण प्ेट पृष्ठिाग झाकू न
टाका.
• खड्ा िरण्ाची आक्ण मणी/बीड स्वछि करण्ाची खात्ी करणे.
• क्िलेटचा आकार, मणी/बीड प्ोिाइल, वेल्ड दोष तपासा आक्ण त्या
दुरुस्त करणे.
कौिल् क्रम (Skill Sequence)
MS वि टटी जॉइंट आडव्रा व्थितटीत तयराि किणे. (prepare the tee joint on MS in
horizontal position)
उपदिष्: हे तुम्ाला मदत करेल
• MS वि टटी जॉइंट आडव्रा व्थितटीत तयराि किणे.
षिैक्तज ल्थितीत संयुक्त(जॉइंट) क्नक्चित करणे. यासाठी तळाची प्ेट
जक्मनीला समांतर आक्ण दुसरा प्ेट लंब ठे वावी. आकृ ती क्ं 1.
वेव्ल्डंग टटी जॉइंट (पफलेट) षिैपतज व्थितटीत: 3.15 क्ममी व्ासासह
इलेक््रोड आक्ण 110 amps वेल्ल्डंग करंट, इलेक््रोड कोन 70° ते 80°
वेल्डच्ा रेषेपययंत आक्ण उभ्ा प्ेट आक्ण इलेक््रोड दरम्ान 40° ते 50°
राखून रूट रन करणे. (क्चत् 1 प्माणे).
एकसमान संलयन आक्ण योग्य रूटप्वेश(पेनेट्रेशन) क्मळक्वण्ासाठी लहान
चाप ठे वा.
मूळ मणी/बीड क्डस्लॅग करणे आक्ण पूण्यपणे स्वछि करणे. उडणाऱ्या
स्लॅग कणांपासून डोळ्ांचे संरषिण करण्ासाठी क्डस्लॅक्गंग करताना सुरषिा
गॉगल वापरा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.30 95