
Page 106 - Welder - TP - Marathi
P. 106
4.00 क्ममी व्ासाचा मध्म लेक्पत M.S. इलेक्ट्ोड आक्ण 160 amp
वेस्ल्डंग करंट वापरून पक्हला कव्ररंग मणी/बीड जमा करणे.
एकसमान गतीने पुढे जा, सामान्य चाप धरून आक्ण इलेक्ट्ोडला
साइड-टू -साइड क्वस्व्ंग मोशन. इलेक्ट्ोडचा कोन मूळ मणीसाठी
होता तसाच असल्ाची खात्री करणे.
मणी/बीड पूण्शपणे स्वच्छ करणे आक्ण मण्ांच्ा वेडेवाकडे पणा
(असल्ास) घासणे.
संभाव् दोष, असल्ास दुरुस्त करणे.
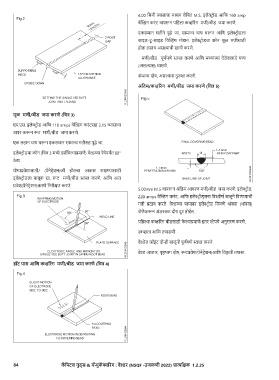
अंपतम/कव्हरिंग मणी/बीड जमरा किणे (पचत्र 5)
मूळ मणी/बीड जमरा किणे (पचत्र 3)
एम.एस. इलेक्ट्ोड आक्ण 110 amps वेस्ल्डंग करंटसह 3.15 व्ासाचा
वापर करून रूट मणी/बीड जमा करणे.
एक लहान चाप धरून एकसमान सामान्य गतीसह पुढे जा.
इलेक्ट्ोडचा कोन (क्चत्र 3 मध्े दश्शक्वल्ाप्माणे) वेल्डच्ा रेषेपययंत 80°
ठे वा.
योग्यप्वेशासाठी/ (पेनेटट्ेशन)की होलचा आकार राखण्ासाठी
इलेक्ट्ोडला चाबूक द्ा. रूट मणी/बीड स्वच्छ करणे, आक्ण आत
प्वेश(पेनेटट्ेशन)करणे क्नरीषिण करणे.
5.00mm M.S वापरून अंक्तम आवरण मणी/बीड जमा करणे. इलेक्ट्ोड,
220 amps वेस्ल्डंग करंट, आक्ण इलेक्ट्ोड्सना क्वस्तीण्श बाजूने क्वणण्ाची
गती प्दान करते. वेल्डच्ा पायावर इलेक्ट्ोड क्वणणे थांबवा (थांबवा)
जेणेकरून अंडरकट दोष दू र होईल.
पक्हल्ा कव्ररंग बीडसाठी के ल्ाप्माणे इतर स्ेपचे अनुसरण करणे.
स्वच्छता आक्ण तपासणी
वेल्डेड जसॉइंट दोन्ी बाजूंनी पूण्शपणे स्वच्छ करणे.
वेल्ड आकार, पृष्ठभाग दोष, रूटप्वेश(पेनेटट्ेशन)आक्ण क्वकृ ती तपासा.
हॉट िरास आपण कव्हरिंग मणी/बीड जमरा किणे (पचत्र 4)
84 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.2.25