
Page 227 - Welder - TT - Punjabi
P. 227
ਨੁਕਸਾਨ ਪ੍ਲਾਜ਼ਮਾ ਆਰਕ ਵੈਲਭਡੰ ਗ ਦੀਆਂ ਸੀਮਾਵਾਂ
1 ਇਸਦੀ ਉੱਚ ਪੂੰਜੀ ਅਤੇ ਸੰਚਾਲਨ ਲਾਗਤ ਹੈ। 1 PAW ਨੂੰ GTAW ਦੇ ਮੁਕਾਬਲੇ ਮੁਕਾਬਲਤਨ ਮਡਹੰਗੇ ਅਤੇ ਗੁੰਝਲਦਾਰ ਉਪਕਰਣਾਂ
2 ਇਸ ਨੂੰ ਇੱਕ ਹੁਨਰਮੰਦ ਆਪਰੇਟਰ ਦੀ ਲੋੜ ਹੈ। ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ; ਸਹੀ ਟਾਰਚ ਦੀ ਸੰਭਾਲ ਮਹੱਤਵਪੂਰਨ ਹੈ
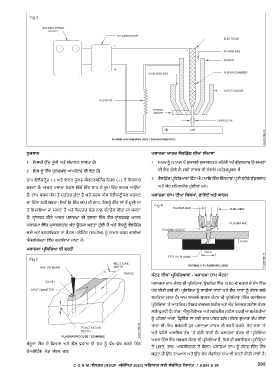
ਚਾਪ ਇਲੈਕਟ੍ਰਾੋਿ (-) ਅਤੇ ਵਾਟਰ ਕੂਲਿ ਕੰਸਟਰਕਡਟੰਗ ਨੋ ਜ਼ਲ (+) ਦੇ ਡਵਚਕਾਰ 2 ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆਵਾਂ ਡਫੱਟ ਅੱਪ ਆਡਦ ਡਵੱਚ ਡਭੰਨਤਾਵਾਂ ਪ੍ਰਾਤੀ ਵਧੇਰੇ ਗੁੰਝਲਦਾਰ
ਬਣਦਾ ਹੈ। ਆਰਕ ਪਲਾਮਾ ਨੋ ਜ਼ਲ ਡਵੱਚੋਂ ਇੱਕ ਲਾਟ ਦੇ ਰੂਪ ਡਵੱਚ ਬਾਹਰ ਆਉਂਦਾ ਅਤੇ ਘੱਟ ਸਡਹਣਸ਼ੀਲ ਹੁੰਦੀਆਂ ਹਨ।
ਹੈ। ਚਾਪ ਵਰਕ ਪੀਸ ਤੋਂ ਸੁਤੰਤਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਵਰਕ ਪੀਸ ਇਲੈਕਟ੍ਰਾੀਕਲ ਸਰਕਟ ਪ੍ਲਾਜ਼ਮਾ ਚਾਪ੍ ਦੀਆਂ ਭਕਸਮਾਂ, ਫਾਇਦੇ ਅਤੇ ਕਾਰਜ
ਦਾ ਡਹੱਸਾ ਨਹੀਂ ਬਣਦਾ। ਡਜਵੇਂ ਡਕ ਇੱਕ ਚਾਪ ਦੀ ਲਾਟ, ਇਸਨੂੰ ਇੱਕ ਥਾਂ ਤੋਂ ਦੂਜੀ ਥਾਂ
ਤੇ ਡਲਜਾਇਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਡਬਹਤਰ ਿੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕੀਤਾ ਜਾ ਸਕਦਾ
ਹੈ। ਟ੍ਰਾਾਂਸਫਰ ਕੀਤੇ ਆਰਕ ਪਲਾਜ਼ਮਾ ਦੀ ਤੁਲਨਾ ਡਵੱਚ ਗੈਰ-ਟ੍ਰਾਾਂਸਫਰਿ ਆਰਕ
ਪਲਾਜ਼ਮਾ ਡਵੱਚ ਮੁਕਾਬਲਤਨ ਘੱਟ ਊਰਜਾ ਘਣਤਾ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਵੈਲਡਿੰਗ
ਲਈ ਅਤੇ ਵਸਰਾਡਵਕਸ ਜਾਂ ਮੈਟਲ ਪਲੇਡਟੰਗ (ਸਪਰੇਅ) ਨੂੰ ਸ਼ਾਮਲ ਕਰਨ ਵਾਲੀਆਂ
ਐਪਲੀਕੇਸ਼ਨਾਂ ਡਵੱਚ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ।
ਪ੍ਲਾਜ਼ਮਾ ਪ੍੍ਰਭਕਭਰਆ ਦੀ ਵਰਤੋਂ
ਕੱ ਟਣ ਦੀਆਂ ਪ੍੍ਰਭਕਭਰਆਵਾਂ - ਪ੍ਲਾਜ਼ਮਾ ਚਾਪ੍ ਕੱ ਟਣਾ
ਪਲਾਜ਼ਮਾ ਚਾਪ ਕੱਟਣ ਦੀ ਪ੍ਰਾਡਕਡਰਆ, ਉਦਯੋਗ ਡਵੱਚ 1950 ਦੇ ਦਹਾਕੇ ਦੇ ਮੱਧ ਡਵੱਚ
ਪੇਸ਼ ਕੀਤੀ ਗਈ ਸੀ। ਪ੍ਰਾਡਕਡਰਆ ਨੂੰ ਸਾਰੀਆਂ ਧਾਤਾਂ ਅਤੇ ਗੈਰ-ਧਾਤਾਂ ਨੂੰ ਕੱਟਣ ਲਈ
ਵਰਡਤਆ ਜਾਂਦਾ ਹੈ। ਆਮ ਆਕਸੀ-ਬਾਲਣ ਕੱਟਣ ਦੀ ਪ੍ਰਾਡਕਡਰਆ (ਇੱਕ ਰਸਾਇਣਕ
ਪ੍ਰਾਡਕਡਰਆ ‘ਤੇ ਆਧਾਡਰਤ) ਡਸਰਫ ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਘੱਟ ਡਮਸ਼ਰਤ ਸਟੀਲ ਕੱਟਣ
ਲਈ ਿੁਕਵੀਂ ਹੈ। ਤਾਂਬਾ, ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਰਗੀਆਂ ਸਮੱਗਰੀਆਂ
ਨੂੰ ਪਡਹਲਾਂ ਆਰਾ, ਡਿ੍ਰਾਡਲੰ ਗ ਜਾਂ ਕਈ ਵਾਰ ਪਾਵਰ ਫਲੇਮ ਕੱਟਣ ਦੁਆਰਾ ਵੱਿ ਕੀਤਾ
ਜਾਂਦਾ ਸੀ। ਇਹ ਸਮੱਗਰੀ ਹੁਣ ਪਲਾਜ਼ਮਾ ਟਾਰਚ ਦੀ ਵਰਤੋਂ ਕਰਕੇ, ਤੇਜ਼ ਦਰਾਂ ‘ਤੇ
ਅਤੇ ਵਧੇਰੇ ਆਰਡਥਕ ਤੌਰ ‘ਤੇ ਕੱਟੀ ਜਾਂਦੀ ਹੈ। ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਦੀ ਪ੍ਰਾਡਕਡਰਆ
ਅਸਲ ਡਵੱਚ ਇੱਕ ਥਰਮਲ ਕੱਟਣ ਦੀ ਪ੍ਰਾਡਕਡਰਆ ਹੈ, ਡਕਸੇ ਵੀ ਰਸਾਇਣਕ ਪ੍ਰਾਤੀਡਕ੍ਰਾਆ
ਮੌਜੂਦਾ ਬੋਰ ਦੇ ਡਵਆਸ ਅਤੇ ਗੈਸ ਵਹਾਅ ਦੀ ਦਰ ਨੂੰ ਵੱ ਿ-ਵੱ ਿ ਕਰਕੇ ਡਤੰ ਨ
ਤੋਂ ਮੁਕਤ, ਭਾਵ, ਆਕਸੀਕਰਨ ਤੋਂ ਡਬਨਾਂ। ਪਲਾਜ਼ਮਾ ਚਾਪ ਨੂੰ ਕੱਟਣ ਡਵੱਚ ਇੱਕ
ਓਪਰੇਡਟੰ ਗ ਮੋਿ ਸੰ ਭਵ ਹਨ।
ਬਹੁਤ ਹੀ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਵੇਗ ਸੰਕੁਡਚਤ ਚਾਪ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
205
C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.6.894 & 95