
Page 232 - Welder - TT - Punjabi
P. 232
ਵੈਲਡਿੰਗ ਦੀ ਗਰਮੀ ਨੂੰ ਕੇਂਦਡਰਤ ਕਰਨ ਅਤੇ ਇੱਕ ਵੱਿੇ ਕਰੰਟ ਨੂੰ ਲਗਾਉਣ ਦੀ ਦੋ ਧਾਤ ਦੇ ਟੁਕਡੜਆਂ ਦੇ ਡਸਰੇ ਇੱਕ ਦੂਜੇ ਵੱਲ ਅਤੇ ਇੱਕ ਦੂਜੇ ਤੋਂ ਦੂਰ ਚਲੇ ਜਾਂਦੇ
ਜ਼ਰੂਰਤ ਤੋਂ ਡਬਨਾਂ ਡਫਊਜ਼ਨ ਦੀ ਸਹੂਲਤ ਪ੍ਰਾਦਾਨ ਕਰਦੇ ਹਨ। ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆ ਹਨ ਜਦੋਂ ਤੱਕ ਇੱਕ ਚਾਪ ਸਥਾਪਤ ਨਹੀਂ ਹੁੰਦਾ. ਪਾੜੇ ਦੇ ਪਾਰ ਫਲੈਡਸ਼ੰਗ ਡਕਡਰਆ
ਡਵੱਚ ਅਨੁਮਾਨਾਂ ਨੂੰ ਮੇਲਣ ਵਾਲੇ ਡਹੱਸੇ ਦੇ ਸੰਪਰਕ ਡਵੱਚ ਰੱਿਣਾ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਧਾਤ ਨੂੰ ਡਪਘਲਾ ਡਦੰਦੀ ਹੈ, ਅਤੇ ਡਜਵੇਂ ਡਕ ਦੋ ਡਪਘਲੇ ਹੋਏ ਡਸਰੇ ਇਕੱਠਾੇ ਕੀਤੇ ਜਾਂਦੇ
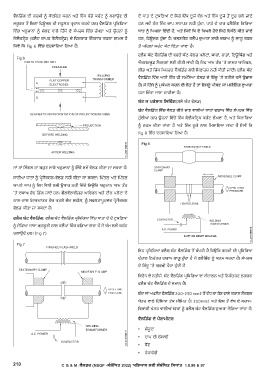
ਇਲੈਕਟ੍ਰਾੋਿ (ਫਲੈਟ ਕਾਪਰ ਇਲੈਕਟ੍ਰਾੋਿ) ਦੇ ਡਵਚਕਾਰ ਇੱਕਸਾਰ ਕਰਨਾ ਸ਼ਾਮਲ ਹੈ ਹਨ, ਡਫਊਜ਼ਨ ਹੁੰਦਾ ਹੈ। ਚਲਣਯੋਗ ਕਲੈਂਪ ਦੁਆਰਾ ਭਾਰੀ ਦਬਾਅ ਨੂੰ ਲਾਗੂ ਕਰਨ
ਡਜਵੇਂ ਡਕ Fig 6 ਡਵੱਚ ਦਰਸਾਇਆ ਡਗਆ ਹੈ। ਤੋਂ ਪਡਹਲਾਂ ਕਰੰਟ ਕੱਟ ਡਦੱਤਾ ਜਾਂਦਾ ਹੈ।
ਫਲੈਸ਼ ਬੱਟ ਵੈਲਡਿੰਗ ਦੀ ਵਰਤੋਂ ਬੱਟ-ਵੇਲਿ ਪਲੇਟਾਂ, ਬਾਰਾਂ, ਰਾਿਾਂ, ਡਟਊਡਬੰਗ ਅਤੇ
ਐਕਸਟਰੂਿ ਸੈਕਸ਼ਨਾਂ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਆਮ ਤੌਰ ‘ਤੇ ਕਾਸਟ ਆਇਰਨ,
ਲੀਿ ਅਤੇ ਡਜ਼ੰਕ ਡਮਸ਼ਰਤ ਵੈਲਡਿੰਗ ਲਈ ਡਸਫਾਰਸ਼ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ। ਫਲੈਸ਼ ਬੱਟ
ਵੈਲਡਿੰਗ ਡਵੱਚ ਆਈ ਇੱਕ ਹੀ ਸਮੱਡਸਆ ਵੇਲਿ ਦੇ ਡਬੰਦੂ ‘ਤੇ ਨਤੀਜੇ ਵਜੋਂ ਉਛਾਲ
ਹੈ। ਜੇ ਡਹੱਸੇ ਨੂੰ ਮੁਕੰਮਲ ਕਰਨ ਦੀ ਲੋੜ ਹੈ ਤਾਂ ਇਸਨੂੰ ਪੀਸਣ ਜਾਂ ਮਸ਼ੀਡਨੰ ਗ ਦੁਆਰਾ
ਹਟਾ ਡਦੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਬੱ ਟ ਜ ਪ੍ਰੇਸ਼ਾਨ ਭਲਭਵੰ ਗ(ਸਲੋ ਬੱਟ ਵੇਲਿ)
ਬੱਟ ਵੈਲਡਿੰਗ ਡਵੱਚ ਵੇਲਿ ਕੀਤੇ ਜਾਣ ਵਾਲੀਆਂ ਧਾਤਾਂ ਦਬਾਅ ਡਵੱਚ ਸੰਪਰਕ ਡਵੱਚ
ਹੁੰਦੀਆਂ ਹਨ। ਉਹਨਾਂ ਡਵੱਚੋਂ ਇੱਕ ਇਲੈਕਡਟ੍ਰਾਕ ਕਰੰਟ ਲੰ ਘਦਾ ਹੈ, ਅਤੇ ਡਕਨਾਡਰਆਂ
ਨੂੰ ਨਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਦੂਜੇ ਨਾਲ ਡਮਲਾਇਆ ਜਾਂਦਾ ਹੈ ਡਜਵੇਂ ਡਕ
Fig 8 ਡਵੱਚ ਦਰਸਾਇਆ ਡਗਆ ਹੈ।
ਜਾਂ ਤਾਂ ਡਸੰਗਲ ਜਾਂ ਬਹੁਤ ਸਾਰੇ ਅਨੁਮਾਨਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ ਵੇਲਿ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸਾਰੀਆਂ ਧਾਤਾਂ ਨੂੰ ਪ੍ਰਾੋਜੈਕਸ਼ਨ-ਵੇਲਿ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ। ਡਪੱਤਲ ਅਤੇ ਡਪੱਤਲ
ਆਪਣੇ ਆਪ ਨੂੰ ਇਸ ਡਵਧੀ ਲਈ ਉਧਾਰ ਨਹੀਂ ਡਦੰਦੇ ਡਕਉਂਡਕ ਅਨੁਮਾਨ ਆਮ ਤੌਰ
‘ਤੇ ਦਬਾਅ ਹੇਠਾ ਡਿੱਗ ਜਾਂਦੇ ਹਨ। ਗੈਲਵੇਨਾਈਜ਼ਿ ਆਇਰਨ ਅਤੇ ਟੀਨ ਪਲੇਟਾਂ ਦੇ
ਨਾਲ-ਨਾਲ ਡਜ਼ਆਦਾਤਰ ਹੋਰ ਪਤਲੇ ਗੇਜ ਸਟੀਲ, ਨੂੰ ਸਫਲਤਾਪੂਰਵਕ ਪ੍ਰਾੋਜੈਕਸ਼ਨ
ਵੇਲਿ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਫਲੈਸ਼ ਬੱ ਟ ਵੈਲਭਡੰ ਗ: ਫਲੈਸ਼ ਬੱਟ ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆ ਡਵੱਚ ਧਾਤਾਂ ਦੇ ਦੋ ਟੁਕਡੜਆਂ
ਨੂੰ ਜੋਡੜਆ ਜਾਣਾ ਮਜ਼ਬੂਤੀ ਨਾਲ ਕਲੈਂਪਾਂ ਡਵੱਚ ਫਡੜਆ ਜਾਂਦਾ ਹੈ ਜੋ ਕੰਮ ਲਈ ਕਰੰਟ
ਚਲਾਉਂਦੇ ਹਨ। (Fig 7)
ਇਹ ਪ੍ਰਾਡਕਡਰਆ ਫਲੈਸ਼ ਬੱਟ ਵੈਲਡਿੰਗ ਤੋਂ ਵੱਿਰੀ ਹੈ ਡਕਉਂਡਕ ਗਰਮੀ ਦੀ ਪ੍ਰਾਡਕਡਰਆ
ਦੌਰਾਨ ਡਨਰੰਤਰ ਦਬਾਅ ਲਾਗੂ ਹੁੰਦਾ ਹੈ ਜੋ ਫਲੈਡਸ਼ੰਗ ਨੂੰ ਿਤਮ ਕਰਦਾ ਹੈ। ਸੰਪਰਕ
ਦੇ ਡਬੰਦੂ ‘ਤੇ ਗਰਮੀ ਪੈਦਾ ਹੁੰਦੀ ਹੈ
ਡਵਰੋਧ ਦੇ ਨਤੀਜੇ. ਬੱਟ ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆ ਦਾ ਸੰਚਾਲਨ ਅਤੇ ਡਨਯੰਤਰਣ ਲਗਭਗ
ਫਲੈਸ਼ ਬੱਟ ਵੈਲਡਿੰਗ ਦੇ ਸਮਾਨ ਹੈ।
ਬੱਟ ਜਾਂ ਅਪਸੈਟ ਵੈਲਡਿੰਗ 200-250 mm2 ਤੋਂ ਵੱਧ ਨਾ ਹੋਣ ਵਾਲੇ ਕਰਾਸ ਸੈਕਸ਼ਨ
ਿੇਤਰ ਵਾਲੇ ਡਹੱਡਸਆਂ ਤੱਕ ਸੀਡਮਤ ਹੈ। 250mm2 ਅਤੇ ਇਸ ਤੋਂ ਵੱਧ ਦੇ ਕਰਾਸ-
ਡਵਭਾਗੀ ਿੇਤਰ ਵਾਲੀਆਂ ਬਾਰਾਂ ਨੂੰ ਫਲੈਸ਼ ਬੱਟ ਵੈਲਡਿੰਗ ਦੁਆਰਾ ਜੋਡੜਆ ਜਾਂਦਾ ਹੈ।
ਵੈਲਭਡੰ ਗ ਦੇ ਪ੍ੈਰਾਮੀਟਰ
• ਮੌਜੂਦਾ
• ਚਾਪ ਦੀ ਲੰ ਬਾਈ
• ਕੋਣ
• ਹੇਰਾਫੇਰੀ
210 C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.6.96 & 97