
Page 231 - Welder - TT - Punjabi
P. 231
ਪਡਹਲਾ ਕਦਮ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਜੋੜਨ ਵਾਲੇ ਭਾਗਾਂ ਨੂੰ ਇਲੈਕਟ੍ਰਾੋਿਾਂ ਡਵਚਕਾਰ ਕਲੈਂਪ ਸਪੌਟ ਵੈਲਡਿੰਗ ਦੀ ਵਰਤੋਂ ਵੈਲਡਿੰਗ ਸਟੀਲ ਲਈ ਡਵਆਪਕ ਤੌਰ ‘ਤੇ ਕੀਤੀ ਜਾਂਦੀ
ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਦੂਜੇ ਪੜਾਅ ਡਵੱਚ, ਇੱਕ ਉੱਚ ਕਰੰਟ ਨੂੰ ਕਲੈਂਪ ਕੀਤੇ ਮੈਂਬਰਾਂ ਡਵੱਚੋਂ ਹੈ, ਅਤੇ ਜਦੋਂ ਇੱਕ ਇਲੈਕਟ੍ਰਾਾਡਨਕ ਟਾਈਮਰ ਨਾਲ ਲੈਸ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਇਸਦੀ ਵਰਤੋਂ
ਲੰ ਘਣ ਦੀ ਇਜਾਜ਼ਤ ਡਦੱਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਵੈਲਡਿੰਗ ਦੇ ਤਾਪਮਾਨ ਤੱਕ ਵਧਾਇਆ ਹੋਰ ਸਮੱਗਰੀਆਂ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਡਜਵੇਂ ਡਕ ਅਲਮੀਨੀਅਮ, ਤਾਂਬਾ, ਸਟੀਲ,
ਜਾਂਦਾ ਹੈ। ਤੀਜੇ ਪੜਾਅ ਡਵੱਚ ਕਰੰਟ ਨੂੰ ਕੱਡਟਆ ਜਾ ਡਰਹਾ ਹੈ ਅਤੇ ਜੋੜਾਂ ਉੱਤੇ ਉੱਚ ਗੈਲਵੇਨਾਈਜ਼ਿ ਧਾਤਾਂ ਆਡਦ।
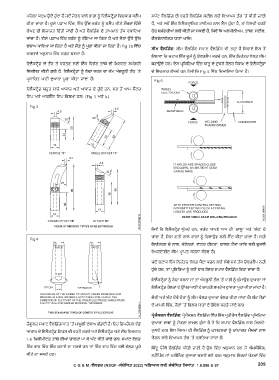
ਦਬਾਅ ਪਾਇਆ ਜਾ ਡਰਹਾ ਹੈ ਅਤੇ ਜੋੜ ਨੂੰ ਪੂਰਾ ਕੀਤਾ ਜਾ ਡਰਹਾ ਹੈ। Fig 2b ਡਵੱਚ
ਸੀਮ ਵੈਲਭਡੰ ਗ: ਸੀਮ ਵੈਲਡਿੰਗ ਸਪਾਟ ਵੈਲਡਿੰਗ ਦੀ ਤਰ੍ਹਾਾਂ ਹੈ ਡਸਵਾਏ ਇਸ ਤੋਂ
ਦਰਸਾਏ ਅਨੁਸਾਰ ਇੱਕ ਨਗਟ ਬਣਦਾ ਹੈ।
ਇਲਾਵਾ ਡਕ ਚਟਾਕ ਇੱਕ ਦੂਜੇ ਨੂੰ ਓਵਰਲੈਪ ਕਰਦੇ ਹਨ, ਇੱਕ ਡਨਰੰਤਰ ਵੇਲਿ ਸੀਮ
ਇਲੈਕਟ੍ਰਾੋਿ ਦੇ ਤੌਰ ਤੇ ਵਰਤਣ ਲਈ ਇੱਕ ਡਵਸ਼ੇਸ਼ ਤਾਂਬੇ ਦੀ ਡਮਸ਼ਰਤ ਸਮੱਗਰੀ ਬਣਾਉਂਦੇ ਹਨ। ਇਸ ਪ੍ਰਾਡਕਡਰਆ ਡਵੱਚ ਧਾਤੂ ਦੇ ਟੁਕੜੇ ਰੋਲਰ ਡਕਸਮ ਦੇ ਇਲੈਕਟ੍ਰਾੋਿਾਂ
ਡਵਕਡਸਤ ਕੀਤੀ ਗਈ ਹੈ. ਇਲੈਕਟ੍ਰਾੋਿਾਂ ਨੂੰ ਠਾੰ ਿਾ ਕਰਨ ਦਾ ਕੰਮ ਅੰਦਰੂਨੀ ਤੌਰ ‘ਤੇ ਦੇ ਡਵਚਕਾਰ ਲੰ ਘਦੇ ਹਨ ਡਜਵੇਂ ਡਕ Fig 5 ਡਵੱਚ ਡਦਿਾਇਆ ਡਗਆ ਹੈ।
ਪ੍ਰਾਸਾਡਰਤ ਪਾਣੀ ਦੁਆਰਾ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਇਲੈਕਟ੍ਰਾੋਿ ਬਹੁਤ ਸਾਰੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਦੇ ਹੁੰਦੇ ਹਨ, ਸਭ ਤੋਂ ਆਮ ਸੈਂਟਰ
ਡਟਪ ਅਤੇ ਆਫਸੈੱਟ ਡਟਪ ਡਕਸਮਾਂ ਹਨ। (Fig 3 ਅਤੇ 4)
ਡਜਵੇਂ ਡਕ ਇਲੈਕਟ੍ਰਾੋਿ ਘੁੰਮਦੇ ਹਨ, ਕਰੰਟ ਆਪਣੇ ਆਪ ਹੀ ‘ਚਾਲੂ’ ਅਤੇ ‘ਬੰਦ’ ਹੋ
ਜਾਂਦਾ ਹੈ, ਡਜਸ ਗਤੀ ਨਾਲ ਭਾਗਾਂ ਨੂੰ ਡਹਲਾਉਣ ਲਈ ਸੈੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਸਹੀ
ਡਨਯੰਤਰਣ ਦੇ ਨਾਲ, ਕੰਟੇਨਰਾਂ, ਵਾਟਰ ਹੀਟਰਾਂ, ਬਾਲਣ ਟੈਂਕਾਂ ਆਡਦ ਲਈ ਿੁਕਵੀਂ
ਏਅਰਟਾਈਟ ਸੀਮ ਪ੍ਰਾਾਪਤ ਕਰਨਾ ਸੰਭਵ ਹੈ।
ਜਦੋਂ ਚਟਾਕ ਇੱਕ ਡਨਰੰਤਰ ਵੇਲਿ ਪੈਦਾ ਕਰਨ ਲਈ ਲੰ ਬੇ ਸਮੇਂ ਤੱਕ ਓਵਰਲੈਪ ਨਹੀਂ
ਹੁੰਦੇ ਹਨ, ਤਾਂ ਪ੍ਰਾਡਕਡਰਆ ਨੂੰ ਕਈ ਵਾਰ ਰੋਲਰ ਸਪਾਟ ਵੈਲਡਿੰਗ ਡਕਹਾ ਜਾਂਦਾ ਹੈ।
ਇਲੈਕਟ੍ਰਾੋਿਾਂ ਨੂੰ ਠਾੰ ਿਾ ਕਰਨਾ ਜਾਂ ਤਾਂ ਅੰਦਰੂਨੀ ਤੌਰ ‘ਤੇ ਪਾਣੀ ਨੂੰ ਘੁੰਮਾਉਣ ਦੁਆਰਾ ਜਾਂ
ਇਲੈਕਟ੍ਰਾੋਿ ਰੋਲਰਾਂ ਦੇ ਉੱਪਰ ਪਾਣੀ ਦੇ ਬਾਹਰੀ ਸਪਰੇਅ ਦੁਆਰਾ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਗੋਦੀ ਅਤੇ ਬੱਟ ਦੋਵੇਂ ਜੋੜਾਂ ਨੂੰ ਸੀਮ ਵੇਲਿ ਦੁਆਰਾ ਵੇਲਿ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਬੱਟ ਜੋੜਾਂ
ਦੇ ਮਾਮਲੇ ਡਵੱਚ, ਜੋੜਾਂ ‘ਤੇ ਡਫਲਰ ਧਾਤਾਂ ਦੇ ਫੋਇਲ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
ਪ੍੍ਰ਼ੋਜੈਕਸ਼ਨ ਵੈਲਭਡੰ ਗ: ਪ੍ਰਾੋਜੈਕਸ਼ਨ ਵੈਲਡਿੰਗ ਡਵੱਚ ਇੱਕ ਪ੍ਰਾਤੀਰੋਧ ਵੈਲਡਿੰਗ ਪ੍ਰਾਡਕਡਰਆ
ਰੈਗੂਲਰ ਸਪਾਟ ਵੈਲਡਿੰਗ ਧਾਤ ‘ਤੇ ਮਾਮੂਲੀ ਦਬਾਅ ਛੱਿਦੀ ਹੈ। ਇਹ ਡਿਪਰੈਸ਼ਨ ਵੱਿੇ ਦੁਆਰਾ ਭਾਗਾਂ ਨੂੰ ਜੋੜਨਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ ਜੋ ਡਕ ਸਪਾਟ ਵੈਲਡਿੰਗ ਨਾਲ ਡਮਲਦੇ-
ਆਕਾਰ ਦੇ ਇਲੈਕਟ੍ਰਾੋਿ ਡਟਪਸ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਅਤੇ ਇਲੈਕਟ੍ਰਾੋਿ ਅਤੇ ਜੌਬ ਡਵਚਕਾਰ ਜੁਲਦੇ ਹਨ। ਇਸ ਡਕਸਮ ਦੀ ਵੈਲਡਿੰਗ ਨੂੰ ਫਾਸਟਨਰਾਂ ਨੂੰ ਿਾਂਚਾਗਤ ਮੈਂਬਰਾਂ ਨਾਲ
1.6 ਡਮਲੀਮੀਟਰ ਤਾਂਬੇ ਦੀਆਂ ਚਾਦਰਾਂ ਪਾ ਕੇ ਘੱਟ ਕੀਤੇ ਜਾਂਦੇ ਹਨ। ਸਪਾਟ ਵੇਲਿ ਜੋੜਨ ਲਈ ਡਵਆਪਕ ਤੌਰ ‘ਤੇ ਵਰਡਤਆ ਜਾਂਦਾ ਹੈ।
ਇੱਕ ਵਾਰ ਡਵੱਚ ਇੱਕ ਬਣਾਏ ਜਾ ਸਕਦੇ ਹਨ ਜਾਂ ਇੱਕ ਵਾਰ ਡਵੱਚ ਕਈ ਵੇਲਿ ਪੂਰੇ ਡਬੰਦੂ ਡਜੱਥੇ ਵੈਲਡਿੰਗ ਕੀਤੀ ਜਾਣੀ ਹੈ ਉਸ ਡਵੱਚ ਅਨੁਮਾਨ ਹਨ ਜੋ ਐਮਬੌਡਸੰਗ,
ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ। ਸਟੈਂਡਪੰਗ ਜਾਂ ਮਸ਼ੀਡਨੰ ਗ ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਹਨ। ਅਨੁਮਾਨ ਇਹਨਾਂ ਿੇਤਰਾਂ ਡਵੱਚ
209
C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.6.896 & 97