
Page 183 - Welder - TP - Marathi
P. 183
कामाचा क्रम (Job Sequence)
• ग्राइंशडंग (शकं वा) िाइशलंग करून कडा 30° कोनात बेव्ल करणे रूट • टॅक वे्डिेड जॉइंट सपाट ल्थितीत ठे वा.
िे स 2 शममी पययंत ठे वा. • व्ास 3.15mm कमी हायड्र ोजन M.S. इलेक््रोड वापरून रूटची
• लिेट्स सपाट ल्थितीत संरेल्ित ठे वा 2 शममीचे रूट अंतर ठे वा. प्रवेिाची िात्री करून रूट रन जमा करणे
• कमी हायड्र ोजन प्रकार E7016 (शकं वा) E7018 इलेक््रोड 3.15 शममी • रूट रन स्वच्छ करणे. 2रा आशण 3रा रन थोडे शवणकाम आशण िोदणे
आकार शनवडा आशण DCEP ध्ुवीयता वापरा म्णजेच, इलेक््रोड गती वापरून जमा करा.
के बलला मिीनच्ा पॉशिशटव् टशम्कनलिी जोडा. • शकमान इंटरपोज तापमान 200°C ठे वा आशण प्रत्येक रन साठी अंतग्कत
• आवश्यक सुरक्षा िबरदारी पाळा. ताण एकाग्रता दू र करण्ासाठी बॉल पीन हॅमरने वे्डि बीड पीन करणे.
• ऑक्सी-एशसशटलीन टॉच्क वापरून जॉब 300°C वर गरम करणे आशण • आवश्यक असल्ास जॉब गरम करणे आशण हळू हळू थंड होण्ासाठी
कमी हायड्र ोजन इलेक््रोड वापरून दोन्ी टोकांना थममॉस चॉक आशण कोरड्ा वाळू शकं वा रािेत िाकू न ठे वा.
टॅक वे्डि वापरून तापमान तपासा. • वे्डि स्वच्छ करणे आशण रिॅ क, योग्य संलयन आशण पृष्ठभागावरील इतर
दोषांची तपासणी करणे.
कौशल्य क्रम (Skill Sequence)
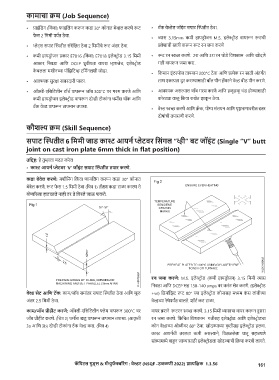
सिाट ल्थितटीत 6 णममटी जाड कास् आयन्भ प्ेटवि णसंगल “व्हटी” िट जॉइंट (Single “V” butt
joint on cast iron plate 6mm thick in flat position)
उणदिष्: हे तुम्ाला मदत करेल
• कास् आयन्भ प्ेटवि ‘V’ जॉइंट सिाट ल्थितटीत तयाि कििे.
कडा िेवेल कििे: मिीशनंग शकं वा िायशलंग करून कडा 30° कोनात
बेवेल करणे. रूट िे स 1.5 शममी ठे वा (शचत्र 1) तीक्षण कडा टाळा कारण ते
योग्यररत्या हाताळले नाही तर ते शचरले जाऊ िकते.
िन जमा कििे: M.S. इलेक््रोड (कमी हायड्र ोजन) 3.15 शममी व्ास
शनवडा आशण DCEP सह 130-140 amps वर करंट सेट करणे. (इलेक््रोड
वेल्ड सेट आणि टॅक: काम/जॉब समांतर सपाट ल्थितीत ठे वा आशण मूळ +ve) शडपॉशिट रूट 80° च्ा इलेक््रोड कोनासह मध्यम कं स लांबीच्ा
अंतर 2.5 शममी ठे वा. वे्डिच्ा रेषेपययंत चालते. िॉट्क कट टाळा.
काम/जॉि प्टीहटीट कििे: ऑक्सी-एशसशटलीन फ्ेम वापरून 300°C वर वायर ब्िने रूटरन स्वच्छ करणे. 3.15 शममी व्ासाचा वापर करून दुसरा
जॉब प्रीहीट करणे. (शचत्र 2) थममॉस िडू वापरून तापमान तपासा. (आकृ ती रन जमा करणे. शकं शचत शवणकाम गतीसह इलेक््रोड आशण इलेक््रोडचा
3a आशण 3b) दोन्ी टोकांना टॅक वे्डि करा. (शचत्र 4) कोन वे्डिच्ा ओळीवर 80° ठे वा. िोदण्ाच्ा कृ तीसह इलेक््रोड हलवा.
कास् आयन्कची तरलता कमी असल्ाने, शवतळलेला धातू सहजपणे
सांध्यामध्ये वाहून जाण्ासाठी इलेक््रोडला िोदण्ाची शरिया करवी लागते.
कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिटी 2022) प्ात्यणषिक 1.3.56 161