
Page 188 - Welder - TP - Marathi
P. 188
• ब्ो पाईपवर नोजल रिमांक 5 शिक्स करणे आशण दोन्ी वायूंसाठी
गॅसचा दाब 0.15 kg/sq.cm समायोशजत (ऍडजस्) करणे.
• कडक नैसशग्कक ज्ोत समायोशजत (ऍडजस्) करणे. (शचत्र 2)
• शसशलकॉन अॅल्ुशमशनयम शिलर रॉड 3 शममी ø वापरा आशण शिलर • 10% सल्वफ्ूररक ऍशसडच्ा द्रावणात धुवून वे्डि स्वच्छ करणे.
रॉडवर पेस्ी फ्क्स लावा.
• पुन्ा वे्डि गरम शकं वा थंड पाण्ात धुवून धुवा.
• सांध्याच्ा दोन्ी टोकांना आशण मध्यभागी टॅक-वे्डि करणे.
• वे्डिवर फ्क्सचे कोणतेही ट्रेस राहू नयेत. वे्डि पूण्क िाल्ानंतर यामुळे
• ब्ो पाईप फ्ेमचा वापर करून वेल््डिंग दरम्ान शवस्ाराचा प्रभाव गंज होईल.
कमी करण्ासाठी जॉबला 150° - 180°C तापमानाला आधीपासून
गरम करणे. • वे्डि दोषांची तपासणी करणे.
• जॉइंटचा िेवट जवळ आल्ावर, ब्ोपाइप आशण शिलर रॉडचा कोन
• ब्ो पाईपला 40° ते 50° च्ा कोनात आशण शिलर रॉडला 30° - 40°
च्ा कोनात धरून डावीकडील तंत्राने वेल््डिंग सुरू करणे. (शचत्र 3) कमी करणे आशण आतील िंकू वाढवा. हे सांधे जळू नये म्णून के ले
जाते.
• वेल््डिंग पूण्क होईपययंत फ्ेमच्ा बाहेरील शलिाफ्ातून शिलर रॉडचे
टोक काढू नका.
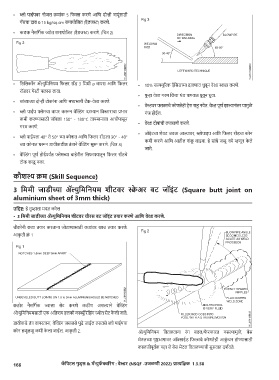
कौशल्य क्रम (Skill Sequence)
3 णममटी जाडटीच्ा अॅल्युणमणनयम शटीटवि स्के अि िट जॉइंट (Square butt joint on
aluminium sheet of 3mm thick)
उणदिष्: हे तुम्ाला मदत करेल
• 3 णममटी जाडटीच्ा अॅल्युणमणनयम शटीटवि चौिस िट जॉइंट तयाि कििे आणि वेल्ड कििे.
चौकोनी कडा तयार करताना जोडण्ासाठी कडांवर िाच तयार करणे.
आकृ ती रिं 1
कठोर नैसशग्कक ज्ाला सेट करणे कठीण असल्ाने वेल््डिंग
अॅल्ुशमशनयमसाठी एक अशतिय हलकी कार्ु्कररशिंग ज्ोत सेट के ली जाते.
डावीकडे तंत्र वापरताना, वेल््डिंग जसजसे पुढे जाईल तसतसे ब्ो पाईपचा
कोन हळू हळू कमी के ला जाईल. आकृ ती 2. अॅल्ुशमशनयम शवतळताना रंग बदल/िे रिारत नसल्ामुळे , बेस
मेटलच्ा पृष्ठभागावर ऑक्साईड शिल्मचे कोणतेही आकुं चन होण्ासाठी
काळजीपूव्कक पहा जे बेस मेटल शवतळण्ाची सुरुवात दि्कवते.
166 कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिटी 2022) प्ात्यणषिक 1.3.58