
Page 187 - Welder - TP - Marathi
P. 187
कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग (C G & M) प्ात्यणषिक 1.3.58
वेल्डि (Welder) - स्टील्सचटी वेल्डेणिणलटटी (OAW, SMAW)
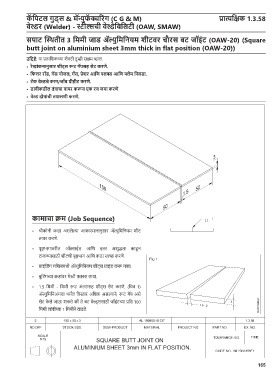
सिाट ल्थितटीत 3 णममटी जाड अॅल्युणमणनयम शटीटवि चौिस िट जॉइंट (OAW-20) (Square
butt joint on aluminium sheet 3mm thick in flat position (OAW-20))
उणदिष्े: या प्रत्यशिकच्ा िेवटी तुम्ी सक्षम व्ाल.
• िेखांकनानुसाि शटीट्स रूट गॅिसह सेट कििे.
• णफलि िॉड, गॅस नोजल, गॅस, प्ेशि आणि फ्क्स आणि फ्ेम णनवडा.
• टॅक वेल्डचे काम/जॉि प्टीहटीट कििे.
• डावटीकडटील तंत्राचा वािि करून एक िन जमा कििे
• वेल्ड दोषांचटी तिासिटी कििे.
कामाचा क्रम (Job Sequence)
• चौकोनी कडा असलेल्ा आकारमानानुसार अॅल्ुशमशनयम िीट
तयार करणे.
• पृष्ठभागावरील ऑक्साईड आशण इतर अिुद्धता काढू न
टाकण्ासाठी िीटची पृष्ठभाग आशण कडा स्वच्छ करणे.
• ग्राइंशडंग मशिनमध्ये अॅल्ुशमशनयम िीट्स ग्राइंड करू नका.
• बुशटंगच्ा कडांवर पेस्ी फ्क्स लावा.
• 1.5 शममी - शममी रूट अंतरासह िीट्स सेट करणे. (शचत्र 1)
अॅल्ुशमशनअमचा थम्कल शवस्ार अशधक असल्ाने, रूट गॅप असे
सेट के ले जाऊ िकते की ते बट वे्डि्ससाठी जॉइंटच्ा प्रशत 100
शममी लांबीच्ा 1 शममीने वाढते.
165