
Page 190 - Welder - TP - Marathi
P. 190
कामाचा क्रम (Job Sequence)
• वक्क पीसची पृष्ठभाग तेल, ग्रीस, घाण यापासून स्वच्छ करणे आशण • बीड बांधण्ापूववी शिलर मेटलने वे्डि िे स ओले करण्ाची िात्री
ऑक्साईड असल्ास ते िाईल/ग्राइंशडंग करून काढू न टाका. करणे.
• लिेटच्ा कडांना 90° च्ा कोनाचा एकच V बनवण्ासाठी (पंिांची • ब्ो पाईपला वतु्कळाकार हालचाल देऊन वे्डि िे स िक् मंद लाल
शकनार नाही) ग्रॉइंड करणे. सव्क तीक्षण कडा गोल करणे. रंगापययंत गरम करणे.
• नोजल रिमांक 7 शनवडा. कास् लोहाच्ा कांस्य वेल्ल्डंगसाठटी िेस मेटल णवतळिे
• रूट रनसाठी 3mmø आशण 2रा रनसाठी 5mmø चा शसशलकॉन कांस्य आवश्यक नाहटी.
शिलर रॉड शनवडा. • रूट रन साि करणे आशण फ्क्स लावल्ानंतर 5 शममी शिलर रॉड
• कांस्य प्रवाह शनवडा आशण दोन्ी वायूंसाठी दाब 0.15 kg/cm2. वापरून दुसरा रन जमा करणे.
• टॉच्क पेटवण्ापूववी सव्क सुरक्षा िबरदारीची िात्री करणे. • जास्ीत जास् 1.5 शममी मजबुतीकरण, चांगली लहरशनशम्कती
शमळशवण्ासाठी शिलर मेटलद्ारे जोड भरा.
• सॉफ्ट ऑल्क्सडायशिंग फ्ेम सेट करणे.
• कोणतेही फ्क्स अविेष काढू न सांधे स्वच्छ करणे आशण दोषांची
• गरम शिलर रॉड बुडवून पावडर स्वरूपात फ्क्स लावा. 25 शम.मी.च्ा तपासणी करणे.
एकसमान रॉड गॅपसह जोडाच्ा दोन्ी टोकांना टॅक वे्डि करणे.
• उष्णता शनयंत्रण महत्ताचे आहे. जर उष्णता अपुरी असेल तर कांस्य
• डावीकडील तंत्राचा वापर करून रूट रन वे्डि करणे आशण 3 शममी धातू पृष्ठभाग योग्यररत्या फ्ो करणार नाही.
शिलर रॉडचे काम/जॉब 30°उतार वर ठे वा.
• जास् उष्णतेमुळे कांस्य धातू अशधक मुक्पणे प्रवाशहत होईल आशण ते
तयार होऊ देणार नाही
कौशल्य क्रम (Skill Sequence)
कास् आयन्भ प्ेट 6 णममटी जाड प्ेटवि णसंगल “व्हटी” िट जॉइंटचे कांस्य वेल्ल्डंग (Bronze
welding of single “V” butt joint on cast iron plate 6mm thick plate)
उणदिष्: हे तुम्ाला मदत करेल
• कास् आयन्भ प्ेट 6 णममटी जाडटीच्ा प्ेटवि णसंगल “V” िट जॉइंटचे कांस्य वेल्ल्डंग .
30° िुकावांसह काय्क सेट करणे. शिलर रॉडचा कोन 30° ते 40° ठे वा
आशण V वर शिलर रॉडला घासण्ाची शरिया द्ा.
ब्ोपाइपचा कोन 60° ते 70° वर ठे वा आशण ब्ोपाइपला गोलाकार
गती द्ा. 3mmø शिलर रॉडसह रूट रन आशण 5mmø शिलर रॉडसह
शिशनशिंग रन जमा करणे. गरम शिलर रॉडच्ा टोकाला पावडर के लेल्ा
कांस्य फ्क्समध्ये वारंवार बुडवा.
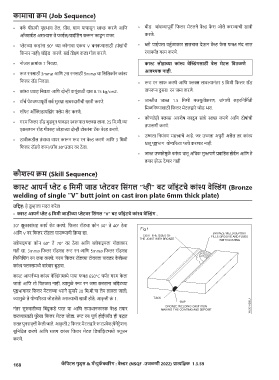
कास् आयन्कच्ा कांस्य वेल््डिंगमध्ये पाया िक् 650°C पययंत गरम के ला
जातो आशण तो शवतळत नाही. त्यामुळे रूट रन जमा करताना जॉइंटच्ा
पृष्ठभागावर शिलर मेटलच्ा थराने सुमारे 20 शम.मी.चा लेप लावला जातो,
ज्ामुळे ते योग्यररत्या जोडलेले असल्ाची िात्री होते. आकृ ती रिं 1.
नंतर सुरुवातीच्ा शबंदू कडे परत या आशण समाधानकारक वे्डि तयार
करण्ासाठी पुरेसा शिलर मेटल जोडा. रूट रन पूण्क होईपययंत ही पद्धत
सतत पुनरावृत्ी के ली जाते. आकृ ती 2 शिलर मेटलद्ारे रूटप्रवेि(पेनेट्रेिन)
सुशनशचित करणे आशण सलग कांस्य शिलर मेटल शडपॉशिटमध्ये फ्ूजन
करणे.
168 कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिटी 2022) प्ात्यणषिक 1.3.59