
Page 179 - Welder - TP - Marathi
P. 179
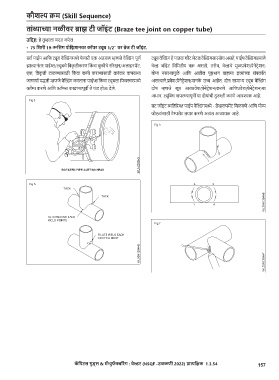
कौशल्य क्रम (Skill Sequence)
तांब्ाच्ा नळटीवि ब्ाि टटी जॉइंट (Braze tee joint on copper tube)
उणदिष्: हे तुम्ाला मदत करेल
• 75 णममटी 19-रूणलंग िोणिशनवि कॉिि ट्ूि 1/2” वि ब्ेज टटी जॉइंट.
सव्क पाईप आशण ट्ूब वेल््डिंगमध्ये येणारी एक अडचण म्णजे वेल््डिंग पूण्क ट्ूब वेल््डिंग हे पातळ िीट मेटल वेल््डिंगसारिेच असते, पाईप वेल््डिंगप्रमाणे
िाल्ानंतर पाईप्स/ट्ूबचे शवकृ तीकरण शकं वा चुकीचे संरेिन/अलाइनमेंट. वे्डि जॉइंट शत्रशमतीय वरि असतो. तसेच, वे्डिचे मूळप्रवेि(पेनेट्रेिन)
एक, शवकृ ती टाळण्ासाठी शकं वा कमी करण्ासाठी वारंवार वापरल्ा योग्य नसल्ामुळे आशण आतील पृष्ठभाग वाहत्या द्रव्ांच्ा संपका्कत
जाणाया्क पद्धती म्णजे वेल््डिंग करताना पाईप्स शकं वा ट्ूबला शिक्सचरमध्ये असल्ाने,प्रवेि(पेनेट्रेिन)मानके उच्च आहेत. दोन सामान्य ट्ूब वेल््डिंग
क्ॅम्प करणे आशण क्ॅम्पप्स काढण्ापूववी ते थंड होऊ देणे. दोष म्णजे िूप आतप्रवेि(पेनेट्रेिन)करणे आशणप्रवेि(पेनेट्रेिन)चा
अभाव. ट्ूशबंग वापरण्ापूववी या दोषांची दुरुस्ी करणे आवश्यक आहे.
बट जॉइंट व्शतररक् पाईप वेल््डिंगमध्ये - डेव्लपमेंट शमळवणे आशण योग्य
जोड्ांसाठी टेम्पलेट तयार करणे अत्यंत आवश्यक आहे.
कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिटी 2022) प्ात्यणषिक 1.3.54 157