
Page 181 - Welder - TP - Marathi
P. 181
कामाचा क्रम (Job Sequence)
• रेिांकनानुसार शिटस कापून चौरस जोडण्ासाठी कडा िाईल करणे. • िीट्स आशण संयुक्(जॉइंट) क्षेत्र सुमारे 800 शडग्री सेल्ल्सअस पययंत
• संयुक्(जॉइंट) क्षेत्र स्वच्छ करणे. गरम करणे.
• िीट्सला रूट गॅपशिवाय चौरस बट जॉइंट म्णून सेट करणे. • गरम शिलर रॉड फ्क्समध्ये बुडवा आशण शिलर रॉड संयुक्(जॉइंट)
मध्ये शवतळवा आशण योग्य ओले होण्ाची ल्थिती सुशनशचित करणे.
• नोजल, शिलर रॉड, गॅस प्रेिर, फ्क्स शनवडा.
• सांध्यामध्ये जास् उष्णता वापरणे टाळा.
• ऑल्क्सडायशिंग फ्ेम सेट करणे.
• जॉइंट िक् एका रनमध्ये पूण्क करणे.
• डावीकडे तंत्र वापरा.
कौशल्य क्रम (Skill Sequence)
2 णममटी जाडटीच्ा एमएस शटीटवि स्के अि आणि लॅि जॉइंटचे ब्ेणिंग (Brazing of square
and lap joint on MS sheet of 2mm thick)
उणदिष्: हे तुम्ाला मदत करेल
• 2 णममटी जाडटीच्ा एमएस शटीटवि स्के अि आणि लॅि जॉइंट तयाि कििे आणि ब्ेणिंग कििे.
एमएस शटीटचे ब्ेणिंग (जॉि-1) एमएस िीटचे ऑल्क्सडेिन शकं वा जास् गरम होण्ापासून रोिण्ासाठी
ब्ेशिंग करताना शिंकचे बाष्ीभवन टाळण्ासाठी ऑल्क्सडायशिंग फ्ेमचा ज्ाला िक् मेल््टिंग शिलर रॉडवर शकं वा वे्डि शडपॉशिटवर शनददेशशित
वापर के ला जातो. आकृ ती रिं 1 के ली पाशहजे.
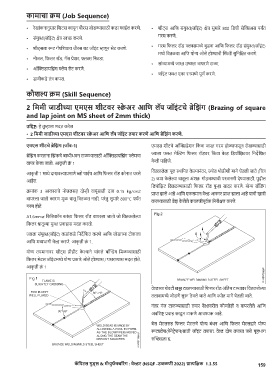
आकृ ती 1 मध्ये दािवल्ाप्रमाणे ब्ो पाईप आशण शिलर रॉड कोनात धरले शवतळलेला पूल थिाशपत के ल्ानंतर, ज्ोत थोडीिी मागे घेतली जाते (शचत्र
आहेत. 2) जमा के लेल्ा धातूला अंितः गोठवण्ाची परवानगी देण्ासाठी. पुढील
शडपॉशिट शवतळण्ासाठी शिलर रॉड पुन्ा सादर करणे. योग्य बाँशडंग
रिमांक 3 आकाराचे नोजलसह दोन्ी वायूंसाठी दाब 0.15 kg/cm2 प्राप्त िाले आहे आशण एकसमान वे्डि आकार प्राप्त िाला आहे याची िात्री
वापरला जातो कारण मूळ धातू शवतळत नाही, परंतु सुमारे 800°C पययंत करण्ासाठी ब्ेि के लेले काळजीपूव्कक शनरीक्षण करणे.
गरम होते.
A1.6mmø शसशलकॉन कांस्य शिलर रॉड वापरला जातो जो शवतळलेल्ा
शिलर धातूच्ा मुक् प्रवाहास मदत करतो.
ज्ाला संयुक्(जॉइंट) कडांकडे शनददेशशित करणे आशण जोडाच्ा टोकाला
आशण मध्यभागी वे्डि करणे. आकृ ती रिं 1.
योग्य तपमानावर िीट्स प्रीहीट के ल्ाने चांगले बॉल््डिंग शमळण्ासाठी
शिलर मेटल जॉइंटमध्ये योग्य प्रकारे ओले होण्ास / पसरण्ास मदत होते.
आकृ ती रिं 1
वे्डिच्ा िेवटी िड्ा टाळण्ासाठी शिलर रॉड अंशतम टप्प्ावर शवतळलेल्ा
तलावामध्ये जोडणे सुरू ठे वले जाते आशण ज्ोत मागे घेतली जाते.
नंतर गंज टाळण्ासाठी तयार वे्डिवरील कोणतेही न वापरलेले आशण
अवशिष्ट प्रवाह काढू न टाकणे आवश्यक आहे.
बेस मेटलसह शिलर मेटलचे योग्य बंधन आशण शिलर मेटलद्ारे योग्य
रूटप्रवेि(पेनेट्रेिन)साठी जॉइंट तपासा. वे्डि दोष तपासा जसे पृष्ठभाग
सल्च्छद्रता इ.
कॅ णिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळिटी 2022) प्ात्यणषिक 1.3.55 159