
Page 166 - Welder - TP - Marathi
P. 166
स्वत: ला थिान द्ा जेणेकरून तुम्ी पाईपच्ा 90 अंश कोनात असाल. तुम्ी
आरामदायक आहात याची खात्ी करणे.
अंदाजे 3 वाजता, बेव्लवर, कमानीवर मारा. 4 वाजता खाली घेऊन जा.
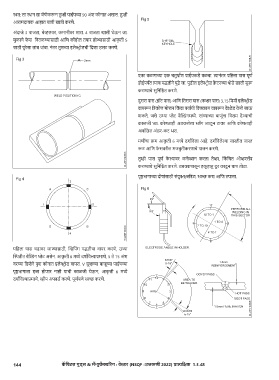
मुळाचे िे स क्वतळण्ासाठी आक्ण कीहोल तयार होण्ासाठी आकृ ती 5
साठी पुरेसा लांब र्थांबा. नंतर तुमच्ा इलेक््रोडची क्दशा उलट करणे.
एका वळणाच्ा एक चतुर्थायंश पाईपकडे वळवा. त्यानंतर पक्हला पास पूण्य
होईपययंत त्याच पद्धतीने पुढे जा. पुढील इलेक््रोड क्े टरच्ा र्थोडे खाली सुरू
करण्ाचे सुक्नक्चित करणे.
दुसरा पास (हॉट पास) आक्ण क्तसरा पास (कव्र पास) 3.15 क्ममी इलेक््रोड
वापरून क्त्कोण मोशन क्कं वा पया्ययी क्वणकाम वापरून वेल्डेड के ले जाऊ
शकते, जसे उभ्ा प्ेट वेल्ल्डंगमध्े. सांध्ाच्ा बाजूंना क्वराम देण्ाची
काळजी घ्ा. कोणताही अडकलेला स्लॅग जाळू न टाका आक्ण कोणताही
अवांक्ित अंडर-कट िरा.
मणींचा क्म आकृ ती 6 मध्े दश्यक्वला आहे. दश्यक्वलेल्ा जास्तीत जास्त
रूट आक्ण िे सवरील मजबुतीकरणाचे पालन करणे.
तुम्ी पास पूण्य के ल्ावर कनेक्शन करता तेव्ा, क्कं क्चत ओव्रललॅप
करण्ाचे सुक्नक्चित करणे. डबक्यापासून हळू हळू दू र काढू न चाप तोडा.
पृष्ठिागाच्ा दोषांसाठी संयुक्त(जॉइंट) स्वछि करा आक्ण तपासा.
पक्हला पास चढावर जाण्ासाठी, ल्व्क्पंग पद्धतीचा वापर करणे, उभ्ा
ल्थितीत वेल्ल्डंग प्ेट असेन. आकृ ती 6 मध्े दश्यक्वल्ाप्माणे, 5 ते 15 अंश
वरच्ा क्दशेने पुश कोनात इलेक््रोड वापरा. V ग्ूव्च्ा बाजूच्ा पाईपच्ा
पृष्ठिागाला इजा होणार नाही याची काळजी घेऊन, आकृ ती 6 मध्े
दश्यक्वल्ाप्माणे, व्ीप अपवड्य करणे. पूण्यपणे स्वछि करणे.
144 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.48