
Page 170 - Welder - TP - Marathi
P. 170
करामराचरा क्रम (Job Sequence)
• रेखांकनानुसार प्ेट्स आकारात तयार करणे. • एकसमान वेल्ल्डंग गतीने शॉट्य आक्य सह रूट रन वेल्ड करणे, जेणेकरून
एकसमान रूटप्वेश(पेनेट्रेशन) क्मळू शके ल.
• बेव्ल प्ेट स्वछि करणे.
• क्चप स्लॅग करणे आक्ण वेल्डची तपासणी करणे.
• स्ेसर वापरा, 2.5 क्ममी रूट अंतर राखा, एका टोकाला टलॅक करणे
आक्ण अंतर समायोक्जत (ऍडजस्ट) करणे आक्ण दुसऱ्या टोकाला टलॅक हॉट जॉब्स ठे वण्रासराठटी पचमट्राचटी जोडटी वराििरा.
करणे.
सराफसफराईसराठटी पचपिंग हॅमि आपण वरायि ब्रि वराििरा.
• पूण्य के ल्ाप्माणे क्वकृ तपणाची काळजी घेण्ासाठी प्ेट्स 3° प्ीसेट
डोळ्रांच्रा सुिषिेसराठटी पचपिंग गॉगल वराििरा.
करणे.
• क्डपॉक्झट सेकं ड कव्ररंग क्वणकाम गतीने चालवा.
सुिषिरा िोिराख िरिधरान के ले आहेत यराचटी खरात्टी किणे.
• 110 amps करंटसह 3.15 क्ममी इलेक््रोड वापरा.
• ओव्रहेड ल्थितीत कामाचा िाग व्वल्थित करणे.
• सेकं डरन प्माणेच क्तसरे कव्ररंग रन जमा करणे.
• M.S 3.15 क्ममी ø इलेक््रोड क्नवडा. आक्ण सेट 110 amps करंट.
कौिल् क्रम (Skill Sequence)
10 पममटी जराड MS प्ेटवि पसंगल ‘V’ िट जॉइंट ओहिि हेड िोपझिनमध्े (Single ‘V’ butt
joint on MS plate 10mm thick in over head position)
उपदिष्: हे तुम्ाला मदत करेल
• डोक्राच्रा विच्रा व्थितटीत एमएस प्ेटवि 10 पममटी जराड पसंगल ‘हिटी’ िट जॉइंट तयराि किणे आपण वेल्ड किणे..
रेल्े कोच, जहाज बांधण्ाचे उद्ोग आक्ण पृथ्ीवर हलणारी उपकरणे
तयार करण्ासाठी आक्ण बाजूला असलेल्ा मोठ्ा संरचना आक्ण
मोठ्ा पाईप्सच्ा वेल्ल्डंगसाठी या प्कारच्ा जॉइंटचा मोठ्ा प्माणावर
वेल्ल्डंगसाठी वापर के ला जातो.
सेपटंग आपण टॅपकं ग
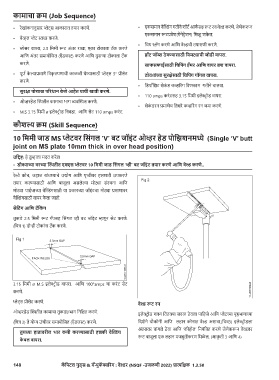
तुकडे 2.5 क्ममी रूट गलॅपसह क्संगल व्ी बट जॉइंट म्णून सेट करणे.
(क्चत् 1) दोन्ी टोकांना टलॅक करणे.
3.15 क्ममी ø M.S इलेक््रोड वापरा. आक्ण 100°amps चा करंट सेट
करणे.
प्ेट्स प्ीसेट करणे.
वेल्ड रूट िन
ओव्रहेड ल्थितीत कामाचा तुकडा/िाग क्नक्चित करणे. इलेक््रोड शक्य क्ततक्या जवळ ठे वला पाक्हजे आक्ण प्ेटच्ा पृष्ठिागाच्ा
(क्चत् 2) ते योग्य उंचीवर समायोक्जत (ऍडजस्ट) करणे. क्दशेने चौकोनी आक्ण लहान कोनात वेल्ड असावा.(क्चत्3) इलेक््रोडला
अंतरावर चांगले ठे वा आक्ण ‘कीहोल’ क्नयंक्त्त करणे जेणेकरून वेल्डवर
तुमच्रा हरातराविटील िराि कमटी किण्रासराठटी हलकटी वेव्ल्डंग
रूट बाजूला एक लहान मजबुतीकरण क्मळे ल. (आकृ ती 3 आक्ण 4)
के िल वराििरा.
148 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.50