
Page 168 - Welder - TP - Marathi
P. 168
करामराचरा क्रम (Job Sequence)
• प्ेट क्चन्ांक्कत करणे आक्ण क्दलेल्ा आकारात कट करणे. • इलेक््रोडला प्ेटच्ा पृष्ठिागाच्ा 45° च्ा कोनात आक्ण वेल्डच्ा
• चौकोनी कडा तयार करणे. रेषेच्ा लंबापययंत 15° च्ा कोनात धरा.
• अंतर न ठे वता ललॅप जॉइंट सेट करणे आक्ण प्ेटला दोन्ी टोकांना टलॅक • इलेक््रोड न क्वणता पक्हला मणी/बीड मुळाशी ठे वा.
करणे. • क्चक्पंग हलॅमर वापरून स्लॅग साि करणे.
• ओव्रहेड ललॅप वेल्ल्डंगसाठी जॉब लिलॅम्प करणे. • क्डपॉक्झट 2रा आक्ण 3रा ल्स्ट्रंगर मणी/बीड वापरून चालवा.
• 3.15ømm M.S इलेक््रोड क्नवडा आक्ण करंट सेट करणे. • सांधे क्डस्लॅग करणे, स्वछि करणे आक्ण तपासणी करणे.
कौिल् क्रम (Skill Sequence)
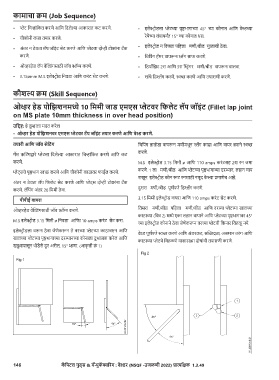
ओहिि हेड िोपझिनमध्े 10 पममटी जराड एमएस प्ेटवि पफलेट लॅि जॉइंट (Fillet lap joint
on MS plate 10mm thickness in over head position)
उपदिष्: हे तुम्ाला मदत करेल
• ओहिि हेड िोपझिनवि एमएस प्ेटवि टॅि जॉइंट तयराि किणे आपण वेल्ड किणे.
तयरािटी आपण जॉि सेपटंग क्चक्पंग हातोडा वापरून मणीमधून स्लॅग काढा आक्ण वायर ब्रशने स्वछि
गलॅस कक्टंगद्ारे प्ेटला क्दलेल्ा आकारात क्चन्ांक्कत करणे आक्ण कट करणे.
करणे. M.S इलेक््रोड 3.15 क्ममी ø आक्ण 110 amps करंटसह 2रा रन जमा
प्ेट्सचे पृष्ठिाग स्वछि करणे आक्ण चौकोनी काठावर िाईल करणे. करणे. 1 ला मणी/बीड आक्ण प्ेटच्ा पृष्ठिागाच्ा दरम्ान, लहान चाप
राखून. इलेक््रोड कोन रूट रनसाठी नमूद के ल्ा प्माणेच आहे.
अंतर न ठे वता ललॅप क्िलेट सेट करणे आक्ण प्ेट्स दोन्ी टोकांना टलॅक
करणे. ललॅक्पंग अंतर 20 क्ममी ठे वा. दुसरा मणी/बीड पूण्यपणे क्डस्लॅग करणे.
3.15 क्ममी इलेक््रोड वापरा आक्ण 110 amps करंट सेट करणे.
िटीिटीई वराििरा
ओव्रहेड वेल्ल्डंगसाठी जॉब लिलॅम्प करणे. क्तसरा मणी/बीड पक्हला मणी/बीड आक्ण वरच्ा प्ेटच्ा खालच्ा
काठाच्ा (क्चत् 2) मध्े एका लहान चापाने आक्ण प्ेटच्ा पृष्ठिागावर 45°
M.S इलेक््रोड 3.15 क्ममी ø क्नवडा आक्ण110 amps करंट सेट करा.
च्ा इलेक््रोड कोनाने ठे वा जेणेकरून वरच्ा प्ेटची क्कनार क्वतळू नये.
इलेक््रोडला धरून ठे वा जेणेकरून ते वरच्ा प्ेटच्ा काठावरुन आक्ण वेल्ड पूण्यपणे स्वछि करणे आक्ण अंडरकट, सल्छिद्रता, असमान तरंग आक्ण
खालच्ा प्ेटच्ा पृष्ठिागाच्ा दरम्ानच्ा कोनाला दुिाजक करेल आक्ण काठाच्ा प्ेटचे क्वतळणे यासारख्ा दोषांची तपासणी करणे.
खड्डापासून र्थोडेसे दू र असेल, 15° म्णा. (आकृ ती क्ं 1)
146 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणटी 2022) प्रात्यपषिक 1.3.49